
Производство карандаша оптом на экспорт. ТОП 50 экспортеров карандаша
Продукция крупнейших заводов по изготовлению карандаша: сравнение цены, предпочтительных стран экспорта.
- где производят карандаш
- ⚓ Доставка в порт (CIF/FOB)
- карандаш цена 16.01.2022
- 🇬🇧 Supplier’s pencil Russia
Страны куда осуществлялись поставки из России 2018, 2019, 2020, 2022
- 🇰🇿 КАЗАХСТАН (1043)
- 🇺🇦 УКРАИНА (966)
- 🇱🇻 ЛАТВИЯ (193)
- 🇲🇩 МОЛДОВА, РЕСПУБЛИКА (183)
- 🇳🇴 НОРВЕГИЯ (170)
- 🇰🇬 КИРГИЗИЯ (169)
- 🇦🇲 АРМЕНИЯ (141)
- 🇺🇿 УЗБЕКИСТАН (131)
- 🇦🇿 АЗЕРБАЙДЖАН (107)
- 🇹🇲 ТУРКМЕНИЯ (99)
- 🇪🇪 ЭСТОНИЯ (96)
- 🇬🇪 ГРУЗИЯ (71)
- 🇹🇷 ТУРЦИЯ (69)
- 🇱🇹 ЛИТВА (64)
- 🇹🇯 ТАДЖИКИСТАН (59)
Выбрать карандаш: узнать наличие, цены и купить онлайн
Крупнейшие экспортеры из России, Казахстана, Узбекистана, Белоруссии, официальные контакты компаний. Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
карандаш.
Через наш сайт, вы можете отправить запрос сразу всем представителям, если вы хотите купить
карандаш.
🔥 Внимание: на сайте находятся все крупнейшие российские производители карандаша, в основном производства находятся в России. Из-за низкой себестоимости, цены ниже, чем на мировом рынке
Поставки карандаша оптом напрямую от завода изготовителя (Россия)
Крупнейшие заводы по производству карандаша
Заводы по изготовлению или производству карандаша находятся в центральной части России. Мы подготовили для вас список заводов из России, чтобы работать напрямую и легко можно было купить карандаш оптом
Средства для макияжа глаз
Изготовитель Карандаши простые и цветные с грифелями из графита
Поставщики Мелки для письма и рисования
Крупнейшие производители Дезодоранты и антиперспиранты индивидуального назначения
Экспортеры Средства для макияжа губ
Компании производители Наборы
Производство Ножи для бумаги
Изготовитель Прочая плитка с лицевой стороной
Поставщики простые и цветные карандаши с грифелями в твердой оболочке
Крупнейшие производители Пигменты и препараты
Экспортеры Пастели и угольные карандаши
Компании производители Изделия из меди :
Производство Древесные отходы и скрап
Карандаши с выталкиваемым или скользящим стержнем
Раздел: «Производство карандашей» | ||||||
1 | Автоматчик клеильных полуавтоматов | 3 — 5 | Автоматчик клеильных полуавтоматов | 3 — 5 | 40 | Карандашное |
2 | Автоматчик комплектовочных автоматов | 4 | Комплектовщик карандашей и стержней | 2 — 4 | 40 | То же |
3 | Заточник карандашей | 2 | Заточник карандашей, стержней и палочек | 2 — 3 | 40 | -«- |
4 | Калибровщик карандашных дощечек | 2 | Калибровщик карандашных дощечек | 2 — 4 | 40 | -«- |
5 | Красильщик карандашей | 3 — 4 | Красильщик карандашей | 3 — 4 | 40 | -«- |
6 | Машинист печатной машины | 6 | Машинист печатной машины | 4; 6 | 40 | -«- |
7 | Мойщик карандашей | 2 | Машинист моечных машин | 1 — 4 | 01 | Общие народного хозяйства |
8 | Накатчик рисунка | 3 | Машинист печатной машины | 4; 6 | 40 | Карандашное |
9 | Ниппельщик карандашей | 2 | Резчик на пилах, ножовках и станках | 1 — 3 | 2 | Котельные |
10 | Обжигальщик графитовых стержней | 5 | Обжигальщик графитовых стержней | 5 | 40 | Карандашное |
11 | Обрезчик торцов карандашей | 3 | Станочник-распиловщик | 2 — 6 | 40 | Лесопиление и деревообработка |
12 | Отборщик | 1 | Сортировщик в производстве карандашей | 2 — 4 | 40 | Карандашное |
13 | Отделочник карандашей на автомате | 3 — 5 | Отделочник карандашей на автомате | 3 — 5 | 40 | То же |
14 | Прессовщик карандашных блоков | 5 | Прессовщик карандашных блоков | 5 | 40 | -«- |
15 | Прессовщик стержней | 6 | Прессовщик стержней | 6 | 40 | -«- |
16 | Пропитчик карандашных дощечек | 2 | Пропитчик карандашных дощечек | 2 | 40 | -«- |
17 | Пропитчик стержней | 4 | Пропитчик стержней | 4 | 40 | -«- |
18 | Размольщик карандашной массы | 5 | Размольщик карандашной массы | 6 | 40 | -«- |
19 | Раскатчик стержней | 3 — 4 | Раскатчик стержней | 3 — 4 | 40 | -«- |
20 | Резчик нитей стержней | 3 | Резчик нитей стержней | 3 | 40 | -«- |
21 | Сборщик карандашей | 3 | Оператор автоматов сборки карандашей | 3 | 40 | -«- |
22 | Смесительщик | 3; 5 | Смесительщик | 3; 5 | 40 | -«- |
23 | Сортировщик | 2 — 4 | Сортировщик в производстве карандашей | 2 — 4 | 40 | -«- |
24 | Сортировщик-комплектовщик | 2 | Комплектовщик карандашей и стержней | 2 — 4 | 40 | -«- |
25 | Сушильщик дощечек | 3 — 5 | Сушильщик дощечек | 3 — 5 | 40 | -«- |
26 | Сушильщик стержней | 3 | Сушильщик стержней | 3 | 40 | -«- |
27 | Формовщик стержней и чернильных тюбиков | 2 | Комплектовщик карандашей и стержней | 2 — 4 | 40 | -«- |
28 | Шихтовщик | 5 | Шихтовщик | 5 | 40 | -«- |
29 | Шпатлевщик карандашей | 2 | Отделочник изделий из древесины | 1 — 6 | 40 | Общие деревообрабатывающих производств |
30 | Штемпелевщик карандашей | 3 | Штемпелевщик карандашей | 3 | 40 | Карандашное |
История карандаша — История вещей
Само название «карандаш» пришло с востока и в переводе означает «черный камень» или «черный сланец». Считается, что история создания карандаша началась с XIV века, когда появился «итальянский карандаш», который представлял собой глинистый черносланцевый стержень, завернутый в кожу. Позднее сланец был заменен порошком из жженой кости, замешанным с растительным клеем. Линии, нарисованные этим карандашом, были насыщены цветом.
Считается, что история создания карандаша началась с XIV века, когда появился «итальянский карандаш», который представлял собой глинистый черносланцевый стержень, завернутый в кожу. Позднее сланец был заменен порошком из жженой кости, замешанным с растительным клеем. Линии, нарисованные этим карандашом, были насыщены цветом.
А вот прародителями карандаша считаются свинцово-цинковые и серебряные палочки, состоящие из куска проволоки, которую иногда припаивали к ручке, их называли «серебряными карандашами». Писать такими инструментами было тяжело, так как нельзя было исправить уже сделанное, да и линии выходили не особо четкими.
С XVI века в истории карандаша наметились изменения, именно тогда для ведения записей начали использовать графит. За короткое время он стал настолько популярен, что европейские залежи «черного мела» отрабатывались очень быстро. Это продолжалось вплоть до открытия месторождения графита в Кемберленде (Англия). Тогда монархом был издан указ, в котором запрещалось вести добычу «черного мела» дольше полутора месяцев в год и вывозить его за границу. Поэтому весь графит того времени в Европе имел контрабандное английское происхождение, а цены на него взлетели до небес. В то же время французами был придуман «парижский карандаш», состоящий из черной сажи и светлой глины, отличавшийся особой мягкостью. Сначала графит использовался в виде палочек только для рисования, а с появлением у них обертки, и для письма. В трактате о минералах Конрада Геснера 1565 года находится первое описание карандаша из графита, вставленного в дерево.
Поэтому весь графит того времени в Европе имел контрабандное английское происхождение, а цены на него взлетели до небес. В то же время французами был придуман «парижский карандаш», состоящий из черной сажи и светлой глины, отличавшийся особой мягкостью. Сначала графит использовался в виде палочек только для рисования, а с появлением у них обертки, и для письма. В трактате о минералах Конрада Геснера 1565 года находится первое описание карандаша из графита, вставленного в дерево.
Первое массовое производство деревянных карандашей было организовано в Германии. Нюрнбергские производители стали применять смесь графита, серы и клея. Качество таких карандашей было хуже, чем из чистого графита, зато цена снижалась в разы. Этому также способствовала неоднородность состава стержня, а порой в середине он и вовсе отсутствовал.
История карандаша претерпела кардинальные изменения в конце XVIII века, когда французский изобретатель Николя Жак Конте предложил использовать для производства карандашных стержней смесь, в состав которой входили, помимо графита, сажа, глина, крахмал и вода. После объединения компонентов, их следовало обжечь. При этом изменение пропорций входящих в состав глины и графита, позволяло получать грифели разной твердости. С увеличением графита стержень становился мягче и темнее, а при возрастании количества глины – тверже и светлее. Всего через полвека существовало почти двадцать способов изготовления черных стержней на основе графита. К примеру, сейчас их двадцать один.
После объединения компонентов, их следовало обжечь. При этом изменение пропорций входящих в состав глины и графита, позволяло получать грифели разной твердости. С увеличением графита стержень становился мягче и темнее, а при возрастании количества глины – тверже и светлее. Всего через полвека существовало почти двадцать способов изготовления черных стержней на основе графита. К примеру, сейчас их двадцать один.
Практически одновременно с Конте свой карандаш из смеси глины и графита придумал австриец Йозеф Гардмут. Он имел собственную фабрику по изготовлению керамической посуды, где применялись тигли из этой смеси. В России к истории создания карандашей приложил свою руку М.В. Ломоносов, именно он организовал производство деревянных карандашей в Архангельской губернии. Он же вывел дневную норму для одного мастера, равную 144 штукам и называемую гросс, которая используется и в наши дни во все мире.
В 1869 году американец А.Т. Кросс создал первый механический карандаш, поместив графитный стержень в металлическую трубку и создав приспособление для его выдвижения.
Начало ХХ века ознаменовалось многими открытиями в области создания карандашей. Так, в России в 1913 году Гиндельман запатентовал свой механический карандаш, грифель которого двигался с помощью гайки в металлическом канале. А через три года японец Хаякава изготовил механический карандаш таким, каким знаем его мы сейчас.
За время истории существования карандаша постоянно совершенствовалась и его оболочка. Так, чтобы он не скатывался со стола, форму его сделали шестигранной. Потом в верхний конец поместили ластик. После изобретения пластмассы нашлась достойная замена древесине. А создание механического карандаша в металлической оболочке довершило его облик.
производство карандашей. Необходимое оборудование и технология для производства карандашей
В далеком 1912 году по указу царского правительства в Томске была создана фабрика, где пилили кедровую дощечку для карандашей, производимых на территории всей страны.
На сегодняшний день «Сибирская карандашная фабрика» – единственный на территории бывшего Советского Союза производитель карандашей и карандашной дощечки из сибирского кедра, древесина которого применяется для производства карандашей высшей ценовой категории.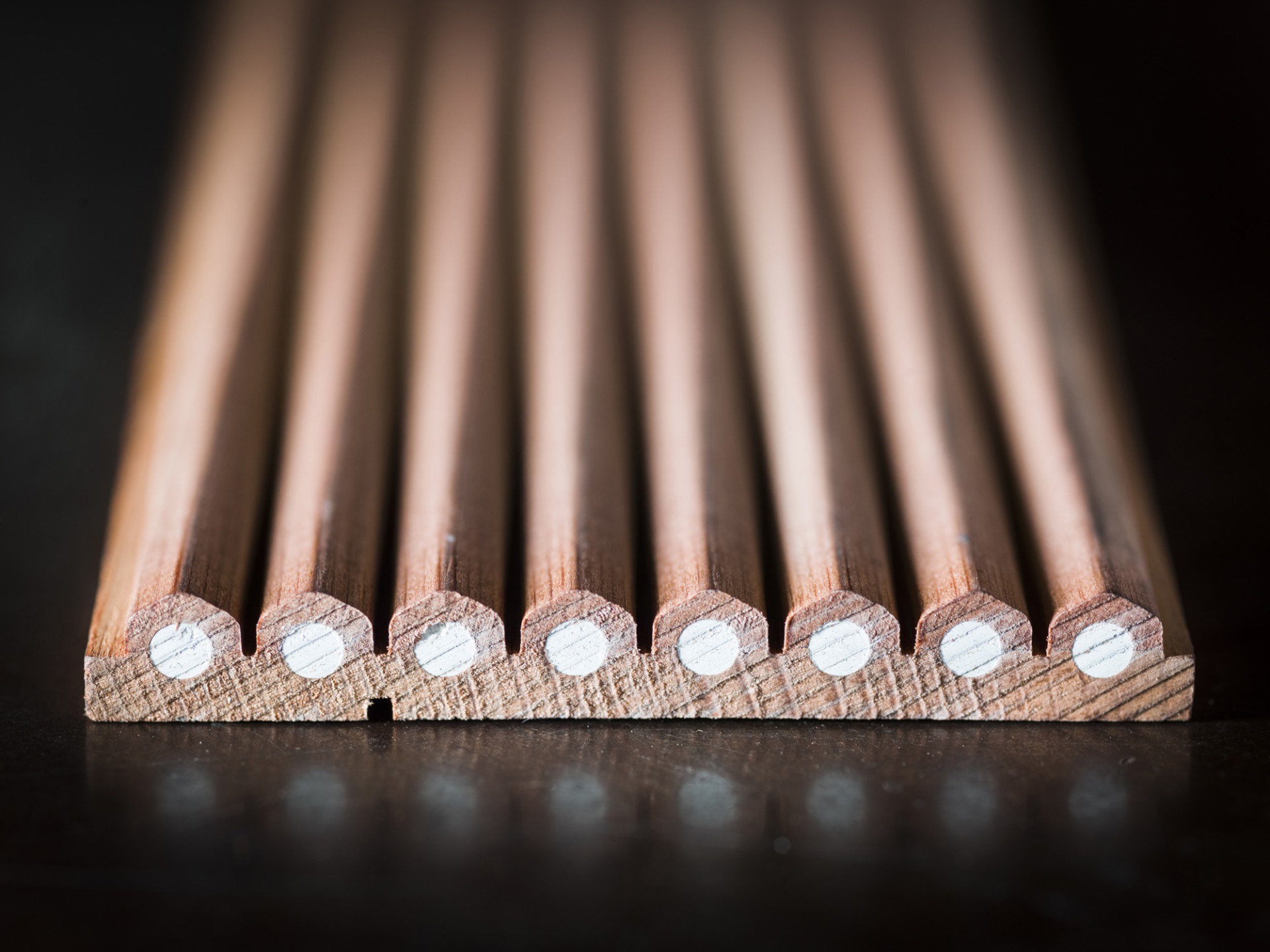
Как же производят карандаши, знакомые нам с самого детства?
Производство карандашей начинается с лесной биржи, где складируется заготовленный кедр. Сейчас здесь находится больше трех тысяч кубов дерева. Областные власти очень помогли фабрике в обеспечении материалом и в этом году здесь планируют произвести около 85 миллионов карандашей.
Древесина, которую мы закупаем, поступает к нам не в результате варварской рубки, – говорит Анатолий Лунин, директор фабрики. – В подавляющем большинстве это санитарная рубка перестоявшегося кедра, который уже не дает орех. Кедр растет до 500 лет, но шишки на нем появляются где-то до 250-летнего возраста, после чего он начинает умирать, его поражают различные насекомые. Если срубить его в этот период, быстрее вырастет новый кедр.
До момента распила бревна проходят обязательную подготовку: каждое бревно нужно вымыть, чтобы приставшие куски земли или глины с камнями случайно не повредили пилы. Для этого дерево с лесной биржи помещают и выдерживают в специальном бассейне с теплой водой.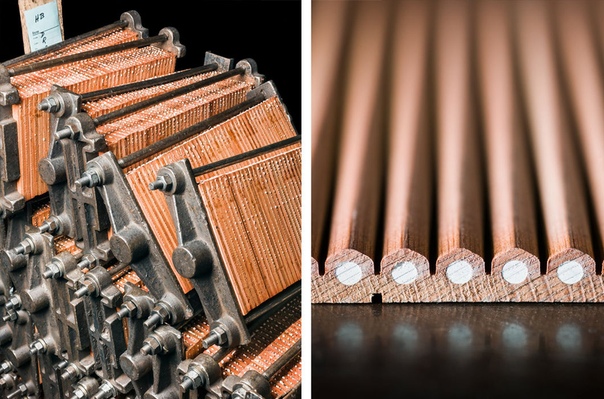 Летом его здесь держат недолго, до двадцати минут, но в зимний период бревно находится в бассейне до тех пор, пока не оттает – на это может уходить до трех часов. А через 369 часов или 16,5 суток и 26 различных технологических операций из бревна получатся готовые карандаши.
Летом его здесь держат недолго, до двадцати минут, но в зимний период бревно находится в бассейне до тех пор, пока не оттает – на это может уходить до трех часов. А через 369 часов или 16,5 суток и 26 различных технологических операций из бревна получатся готовые карандаши.
На лесопилке из бревна делают вот такой брус:
Производство деревянного карандаша чрезвычайно требовательно к качеству материала, в дело идет только чистая прямая древесина. И если для столярных изделий наличие таких дефектов, как, например, сучки, не катастрофично, то карандаш из такого дерева уже не сделать. Поэтому сказать заранее, сколько карандашей получится из одного бруса, очень сложно.
Чтобы уменьшить количество отходов, на предприятии ищут разные способы увеличения глубины переработки древесины. Один из таких способов – расширение ассортимента выпускаемой продукции. Так, из дощечки, которая не годится для производства карандаша, планируют наладить выпуск деревянных пазлов-раскрасок для детей и средств от моли. Что-то идет на производство коротких карандашей, как для магазинов «IKEA», а часть, на производство вот таких деревянных шампуров:
Что-то идет на производство коротких карандашей, как для магазинов «IKEA», а часть, на производство вот таких деревянных шампуров:
Полученный из бревна брус распиливают на короткие отрезки, каждый из которых затем распускают на десять дощечек. Чтобы все дощечки были одинаковыми, их нужно откалибровать. Для этого их прогоняют через специальный станок. На выходе из него дощечки имеют одинаковый размер и строго перпендикулярные грани.
Затем откалиброванные дощечки помещают в автоклав. По своему внешнему виду он напоминает бочку, к которой подведено множество труб разного диаметра. При помощи этих труб в камере можно создавать вакуум, нагнетать давление и подавать внутрь всевозможные растворы.
В результате этих процессов из дощечки удаляются содержащиеся в ней смолы, и древесина импрегнируется (пропитывается) парафином. На сегодняшний день это не самый простой, но один из самых эффективных способов улучшить важные свойства материала и защитить дерево от вредного воздействия окружающей среды.
«Облагороженные» после обработки в автоклаве карандашные дощечки остается как следует просушить, а затем – отправить непосредственно на карандашное производство. На этом процесс изготовления дощечки можно считать завершенным. Так выглядят дощечки после обработки в автоклаве
Основной принцип и технология производства с тех пор как в Томске начали делать карандаши, не меняется, – говорит Анатолий Лунин. – Все процессы на нашей фабрике хорошо отлажены. Модернизация оборудования выражается в замене некоторых узлов, или переходе на более экономичные моторы, использование новых фрез. Приходят какие-то новые материалы, мы что-то меняем в приемке и оценке, но сама технология остается неизменной.
Готовая дощечка поступает в цех белого карандаша, где для начала в ней на станке нарезают канавки, куда затем будут уложены стержни (слово «белый» в данном случае означает то, что карандаш на данном этапе еще не окрашен). Дощечки подаются с одной стороны станка, по дороге их поверхность шлифуется для склейки, особой фрезой в ней выпиливаются углубления. На ближнем краю станка дощечки автоматически укладываются в стопку. Толщина отшлифованной дощечки с нарезанными канавками составляет 5 мм, что равно половине толщины будущего карандаша.
На ближнем краю станка дощечки автоматически укладываются в стопку. Толщина отшлифованной дощечки с нарезанными канавками составляет 5 мм, что равно половине толщины будущего карандаша.
На следующем этапе дощечки склеивают попарно между собой, чтобы получился один карандашный блок.
Станок плавно подает первую дощечку и укладывает стержни в ее канавки. Вслед за этим из другого устройства «выезжает» вторая дощечка, уже смазанная водорастворимым клеем, и аккуратно ложится на первую. Получившиеся карандашные блоки зажимают в пневматическом прессе и стягивают струбцинами.
Если дощечку на фабрике изготавливают самостоятельно, то стержень, в основном, закупают в Китае. Там его начали производить по «сухой» технологии, которая не требует обжига в печи при высокой температуре.
Вследствие этого, себестоимость стержня оказалась настолько низкой, что львиная доля производителей карандаша перешла именно на такой стержень.
Чтобы грифель карандаша не ломался внутри корпуса, на фабрике применяют технологию дополнительного проклеивания стержня специальной клеевой системой. После этой операции склеенные блоки выдерживают в специальной сушильной камере несколько часов.
После этой операции склеенные блоки выдерживают в специальной сушильной камере несколько часов.
В камере довольно жарко. Горячий воздух нагнетается вентилятором, поддерживая температуру порядка 35-40 градусов. Древесине нужно хорошо просохнуть, чтобы в дальнейшем карандаш за один проход стал гладким и получил нужную геометрию. Карандаш с «простым» грифелем сохнет здесь не менее двух часов, а цветной – не менее четырех. Из-за того, что цветной содержит больше жировых веществ, ему требуется больше времени, чтобы просохнуть.
По прошествии этого времени блоки разбирают, укладывают в тележки с указанием всех дальнейших параметров и отправляют на следующий станок, который разделит их на отдельные карандаши.
Своей формой станок похож на тот, который делает канавки в дощечках, но у него есть и свои особенности. Заготовки помещают в загрузочный бункер.
Они проходят по транспортным узлам, торцуются, отпиливаются и на выходе получается привычный деревянный карандаш, только еще не окрашенный.
Двойная фреза, которая разделяет блоки, задает и форму будущего карандаша, причем делается это все за один проход. Именно от типа профиля режущей фрезы зависит то, каким будет карандаш – шестигранным или круглым.
Совсем недавно на фабрике освоили производство трехгранного карандаша. Оказалось, что спрос на такую форму растет. Покупателей привлекает эргономичность и естественность расположения пальцев на гранях, что, безусловно, облегчает обучение письму детей.
Рядом со станком стоит рабочий стол сортировщицы. Ее задача – перебрать сделанные карандаши, отобрать «годные» и отделить дефектные. К дефектам относятся сколы стержня на торце, шероховатости, ожоги древесины и тому подобное. Над столом висит памятка с нормами по браку. В каждый стоящий на столе лоток помещается 1440 карандашей.
Отсортированные карандаши на специальном лифте поднимаются на следующий этаж, где их будут красить.
Краску закупают в сухом виде и разводят до нужной густоты в лаборатории красок. Сама покраска происходит достаточно быстро.
Сама покраска происходит достаточно быстро.
Устройство непрерывно выталкивает окрашенные карандаши на конвейер. Длина и скорость движения транспортерной ленты рассчитаны таким образом, чтобы карандаш высыхал, пока движется на ней.
Доезжая до противоположного конца конвейера, карандаши попадают в один из трех приемников, откуда они отправляются обратно на следующее покрытие.
В среднем каждый карандаш покрывается тремя слоями краски и двумя слоями лака – здесь все зависит от желания заказчика. Покрасить карандаш можно тоже практически в любой цвет. Фабрика выпускает наборы из шести, двенадцати, восемнадцати и двадцати четырех цветов. Некоторые карандаши покрывают только лаком.
После покраски, карандаши отправляют в цех финишной отделки. В этом месте они приобретают тот окончательный вид, в котором дойдут до потребителя. На карандаши наносят штамп, надевают ластик и затачивают.
Способов нанесения штампов довольно много, но на «Сибирской карандашной фабрике» это делают с помощью фольги разных цветов. Такой метод называется термостатированием. Рабочая часть станка нагревается, и штамп через фольгу переносится на карандаш – так он не будет облезать и марать руки. Сам штамп может быть любым, его специально заказывают у гравировщика. В зависимости от сложности, на его изготовление уходит около пяти дней.
Такой метод называется термостатированием. Рабочая часть станка нагревается, и штамп через фольгу переносится на карандаш – так он не будет облезать и марать руки. Сам штамп может быть любым, его специально заказывают у гравировщика. В зависимости от сложности, на его изготовление уходит около пяти дней.
На часть карандашей, если это необходимо, надевают ластик.
Последняя операция – это заточка. Затачиваются карандаши на шлифовальной шкурке, надетой на барабан и движущейся с большой скоростью. Это происходит очень быстро, буквально за считанные секунды.
Старейшее в России предприятие по производству карандашей Фабрика им. Красина было и остается флагманом в своей отрасли. Богатые традиции и высокий профессионализм специалистов компании, как и много лет назад, позволяют творить живую историю карандаша .
История фабрики им. КрасинаПосле 1917 года в молодой Советской России «
взяли на карандаш » ликвидацию безграмотности среди взрослого населения. Миллионам новых учеников срочно потребовались школьно-письменные принадлежности. Новое правительство, понимая, что индустриализация будет невозможна без обученных специалистов, не скупилась на образование своих совершеннолетних граждан. Более того, чтобы отказаться от импорта из-за границы, в 1925 году принято решение о развитии собственной карандашной промышленности. И действительно, средства для закупки, доставки, монтажа и наладки необходимого оборудования, несмотря на скудность золотого запаса, были найдены.
Миллионам новых учеников срочно потребовались школьно-письменные принадлежности. Новое правительство, понимая, что индустриализация будет невозможна без обученных специалистов, не скупилась на образование своих совершеннолетних граждан. Более того, чтобы отказаться от импорта из-за границы, в 1925 году принято решение о развитии собственной карандашной промышленности. И действительно, средства для закупки, доставки, монтажа и наладки необходимого оборудования, несмотря на скудность золотого запаса, были найдены.
Главной трудностью стало отсутствие специалистов — карандашников . И из Германии, вслед за оборудованием, отправились команды профессионалов отрасли, для того чтобы построить в Советской России первую карандашную фабрику. Огромный и растущий спрос на карандаши подстегивал строительство, и оно закончилось в 1926 году, в рекордные даже для нашего времени сроки. По обычной практике тех лет называть предприятия именами партийных деятелей, фабрике присваивают имя дипломата Л. Б. Красина. Так впоследствии появляется один из известных советских брэндов. Наполовину закрашенный сплюснутый шестиугольник — логотип фабрики, узнаваем для всех поколений, живших в СССР.
Б. Красина. Так впоследствии появляется один из известных советских брэндов. Наполовину закрашенный сплюснутый шестиугольник — логотип фабрики, узнаваем для всех поколений, живших в СССР.
Построенная по последнему слову техники фабрика «
Красин» в 1935 году начинает экспортировать свою продукцию(карандаши ) и за рубеж. В послевоенные годы список импортеров «
Красина» насчитывает уже 21 страну. Советские карандаши можно встретить в Англии, Германии, Японии, Болгарии Турции, Кубе и других странах.
С первых дней Великой Отечественной Войны фабрика, как и большинство предприятий страны, переходит на выпуск предметов обороны, существенно сократив производство карандашей . Но уже ко второму году войны их нехватка в стране очевидна настолько, что карандашная продукция получает статус «
стратегически важной». На фабрике, дорожа своей репутацией, в период военного времени при вынужденном упрощении процесса и замены сырья на более дешевое карандаш маркируют как «
неполноценный».
После перестройки из трех предприятий, выпускающих карандаши в древесной оболочке, только фабрика « Красин» становится единственным в стране предприятием отрасли. Сегодня, сохранив многолетние отношения с партнерами из самых разных уголков бывшего Советского Союза, фабрика приглашает к сотрудничеству всех, кто заинтересован в качественной и разнообразной карандашной продукции.
Благодаря богатству ассортимента на фабрике можно купить карандаши самого разного предназначения. Карандаши оптом реализуются партиями из гроссов или наборов. На страницах сайта представлена лишь та продукция, которая является частью репутации фабрики — самые известные и востребованные модели карандашей (цветные, графитные, художественные и многие другие). Но ассортимент регулярно пополняется, способствуя развитию фабрики, а также бизнеса ее партнеров.
Несмотря на большое разнообразие карандашной продукции, не все производители карандашей предлагают изделия действительно хорошего качества. Именно поэтому перед многими людьми стоит вопрос о том, где купить карандаши, которые будут качественно выполнять свою функцию. Приобретая карандаши, нужно доверять только тем производителям, которые за долгие годы работы заслужили хороший авторитет и прославились благодаря отличному качеству своей продукции. Лидером в числе таких производителей сегодня являемся мы. Наша кампания, которая стала правопреемником производственных мощностей, технологий и традиций Московской карандашной фабрики имени Красина, осуществляющей свою деятельность еще с ноября 1926 года. Наше предприятие является первым российским предприятием, которое обладает полным технологическим циклом и специализируется на изготовлении карандашей в древесной оболочке. В течение всех лет своей деятельности мы смогли не только сохранить высокое качество своих изделий, но и постоянно его повышаем, оставаясь при этом одним из самых крупных предприятий по изготовлению канцелярских принадлежностей в России.
Приобретая карандаши, нужно доверять только тем производителям, которые за долгие годы работы заслужили хороший авторитет и прославились благодаря отличному качеству своей продукции. Лидером в числе таких производителей сегодня являемся мы. Наша кампания, которая стала правопреемником производственных мощностей, технологий и традиций Московской карандашной фабрики имени Красина, осуществляющей свою деятельность еще с ноября 1926 года. Наше предприятие является первым российским предприятием, которое обладает полным технологическим циклом и специализируется на изготовлении карандашей в древесной оболочке. В течение всех лет своей деятельности мы смогли не только сохранить высокое качество своих изделий, но и постоянно его повышаем, оставаясь при этом одним из самых крупных предприятий по изготовлению канцелярских принадлежностей в России.
Мы производим:
Применяя новые разработки и технологии, изготавливает продукцию различного типа. Ассортимент этой продукции позволяет удовлетворить требования любого покупателя. В перечень производимых нами канцелярских изделий, входит такая продукция, как:
В перечень производимых нами канцелярских изделий, входит такая продукция, как:
- чертежные карандаши ;
- графитные карандаши ;
- графитовые стержни ;
- копировальные карандаши ;
- цветные карандаши ;
- восковые карандаши различных цветов ;
- угольные карандаши и т.д.
У нас вы всегда можете приобрести карандашную продукцию для выполнения различного вида работ – столярно-плотницких, чертежно-графитных, дизайнерских, художественных, канцелярских и разметочных работ. Отдельным видом изготавливаемых нами изделий являются карандаши сувенирные
(карандаш подарок). Такие карандаши имеют большой спрос у фирм и компаний различного профиля, которые используют карандаш сувенир в качестве подарка партнерам по бизнесу, сотрудникам, клиентам и т.д. Подарочные карандаши могут содержать логотип компании, ее слоган и могут быть выполнены в фирменных цветах компании-заказчика.
Графитовые стрежни.
Мы изготавливаем и реализуем графитовые стержни. Данные стержни могут применяться как в качестве самостоятельных изделий, так и использоваться для изготовления различных изделий. Мы осуществляем изготовление и продажу графитовых стержней разного уровня твердости.
Политика нашей производственно-торговой компании заключается в изготовлении продукции, которая полностью отвечает всем эксплуатационным, функциональным, органолептическим требованиям различных групп покупателей. Мы делаем все для того, чтобы чертежные карандаши, подарочные карандаши, а также вся другая наша канцелярская продукция имела максимальные показатели качества.
Карандаши для детей.
Основной группой наших покупателей, которых интересует карандаш москва, являются родители детей школьного и дошкольного возраста. Принимая это во внимание, мы уделяем особое внимание обеспечению абсолютной безопасности всей производимой нами продукции. В результате этого, для производства карандашей мы используем только те материалы и сырье, которые обладают специальными сертификатами, подтверждающими право применения данных материалов в пищевой промышленности и их взаимодействия с пищевыми продуктами.
Вместе с этим, все применяемое нами сырье и материалы в обязательном порядке подвергаются входному контролю ЦФЛ, а также каждый квартал проходят вневедомственный контроль московского санитарно-эпидемиологического надзора.
Хотим обратить ваше внимание на то, что среди всех российских фабрик, данного сегмента, только мы используем для производства своей продукции исключительно натуральную древесину, которая не подвергается химической обработке (липа и кедровая сосна), так как химическая обработка недопустима при изготовлении продукции для детей. К тому же, в сосне и липе сохраняется живица, благодаря наличию которой карандаши получают бактерицидные и антисептические качества.
Карандаши для маленьких детей, а также каждый карандаш подарок (сувенир) и другие виды карандашей, обрабатываются с использованием экологически чистых эмалей и лаков, изготавливаемых из хлопковой и древесной целлюлозы. Такое покрытие не вызывает аллергию, не наносит вред здоровью, и вместе с тем является очень устойчивым.
Каждый набор карандашей, изготовленный нашей компанией — это изделие отменного качества, которое будет на 100% выполнять свои функции и являться абсолютно безопасным для здоровья взрослых и тем более детей. Кроме этого, на любой наш карандаш цена является доступной, что также положительно сказывается на популярности наших изделий.
Карандашами мы пользуемся начиная с детского сада. Но мало кто из нас знает, как делают карандаши, какую древесину используют в этих целях. Примечательно, что создание этих канцелярских изделий выполняется на каждой фабрике по-своему. Но при этом есть и общие моменты, которые являются основополагающими для производственного процесса.
Какое дерево?
Классический деревянный карандаш имеет важный компонент — древесину, от качества которой зависит эксплуатация этого аксессуара. Понятно, что не каждое дерево годится для этих целей. В прошлом в промышленности использовалась древесина вирдижнского или красного кедра, который относится к роду можжевельников. Длинные волокна, отсутствие сучков, легкость в обработке — вот что привлекало внимание в этом материале. Но ввиду дороговизны европейские и американские бренды, производящие карандаши, стали использовать древесину калифорнийского кедра. Причем на ее основе создаются высококачественные изделия, которые используются в графических и художественных целях.
Длинные волокна, отсутствие сучков, легкость в обработке — вот что привлекало внимание в этом материале. Но ввиду дороговизны европейские и американские бренды, производящие карандаши, стали использовать древесину калифорнийского кедра. Причем на ее основе создаются высококачественные изделия, которые используются в графических и художественных целях.
В большинстве случаев карандаши изготавливаются из ольхи, липы, сосны, калифорнийского и сибирского кедра, а также такого редкого дерева, как джелутонг. Из какого дерева делают карандаши в нашей стране? В большинстве случаев из ольхи и липы, которых на территории России огромное количество.
Ольха не является самым прочным материалом, зато у нее равномерное строение, что делает проще процесс обработки и сохраняет естественный природный цвет. Что касается липы, то она отвечает всем эксплуатационным требованиям, а потому используется при производстве и дешевых, и дорогих карандашей. За счет хорошей вязкости материал прочно удерживает грифель.
Уникальный для создания карандашей материал — кедр, который широко применяется на заводах в России. Примечательно, что используется не здоровая древесина, а экземпляры, которые уже не дают орех.
Стержень: какая основа?
Производство карандашей ведется с применением специального стержня. состоит из трех компонентов — графита, сажи и ила, к которым часто добавляются органические связующие. Причем графит является постоянным компонентом, в том числе и цветным, так как именно грифель оставляет на бумаге след.
Стержни создаются из тщательно подготовленной массы, которая имеет определенную температуру и влажность. Важно, чтобы смесь не пересыхала, так как это скажется на износе оборудования. Вымешанное тесто специальным прессом формуется, затем пропускается через оборудование с дырочками, что делает массу похожей на лапшу. Эта лапша формируется в цилиндры, из которых выдавливаются стержни. Остается их только прокалить в специальных тиглях. Затем стержни подвергаются обжигу, а после него выполняется жировка: образовавшиеся поры под давлением и при конкретной температуре заполняются жиром, стеарином или воском.
Как делают цветные карандаши? Здесь принципиальное отличие имеет, опять же, стержень, который производится из пигментов, наполнителей, жирующих компонентов и связующего вещества. Здесь процесс производства стержня следующий:
- изготовленные стержни укладываются в специальные желобки на дощечке и накрываются второй дощечкой;
- обе дощечки склеиваются клеем ПВА, при этом стержень не должен приклеиться;
- торцы склеенных дощечек выравниваются;
- выполняется препарирование, то есть добавление жира в уже имеющуюся смесь.
Примечательно, что производство карандашей ведется с учетом потребительских свойств изделий. Так, дешевые создаются из древесины не самого высокого качества, точно такая же — не самая качественная — и оболочка. А вот карандаши, которые используются в художественных целях, делают из качественной древесины, которая имеет двойную проклейку.
Этап подготовки древесины
Производство карандашей ведется из хорошо отобранной древесины, которая обрабатывается для получения брусков. Обязательно выполняется торцевание брусков по длине карандаша, причем нужно учитывать припуски, так как произойдет усушка материала. На специальном многопильном станке выполняется распил брусков на дощечки, которые подвергаются пропитке парафином в специальных автоклавах. Эта процедура способствует улучшению механических свойств будущего изделия.
Обязательно выполняется торцевание брусков по длине карандаша, причем нужно учитывать припуски, так как произойдет усушка материала. На специальном многопильном станке выполняется распил брусков на дощечки, которые подвергаются пропитке парафином в специальных автоклавах. Эта процедура способствует улучшению механических свойств будущего изделия.
В зависимости от того, из чего сделан карандаш, будет выполняться и его заточка. Считается, что аккуратная стружка получается, если изделия сделаны из древесины сосны, липы или кедра. Кроме того, важно, чтобы грифель был качественно проклеен -такой карандаш даже при падении не сломается.
Какая оболочка?
От оболочки зависит простота и красота карандаша. Так как делают карандаши из дерева, то она должна отвечать следующим требованиям:
- Мягкости, прочности и легкости: в процессе эксплуатации оболочка не должна ломаться или крошиться, как и весь корпус.
- Не расслаиваться под воздействием природных факторов.

- Иметь красивый срез — гладкий и блестящий, при этом сама стружка не должна ломаться.
- Древесина должна быть стойкой к влаге.

Какое оборудование?
Производство карандашей ведется с использованием разнопланового оборудования. Например, очистка глины, из которой впоследствии будет создаваться графитный стержень, требует наличия специальных мельниц и дробилок. Обработка перемешанного теста ведется на винтовом прессе, где из теста вальцами с тремя разными зазорами формируется сам стержень. Для этих же целей применяется фильера с отверстиями. Сушка деревянных заготовок выполняется в где изделия подвергаются вращению в течение 16 часов. При хорошей просушке древесина обретает уровень влажности максимум в 0,5%. Что касается цветных карандашей, то они тепловой обработке не подвергаются ввиду наличия в них наполнителей, красителей и жирующих компонентов. На специальном станке выполняется торцовка карандашей в длину.
Просушка
Как делают карандаши? В производственном процессе важную роль играет просушка. Она выполняется в специальных колодцах с помощью станков, причем дощечки укладываются так, чтобы просушка была максимально эффективной. В этих колодцах сушка выполняется примерно 72 часа, затем дощечки сортируются: все треснувшие или некрасивые изделия отбраковываются. Отобранные заготовки облагораживаются парафином, калибруются, то есть на них вырезаются специальные канавки, где будут расположены стержни.
Она выполняется в специальных колодцах с помощью станков, причем дощечки укладываются так, чтобы просушка была максимально эффективной. В этих колодцах сушка выполняется примерно 72 часа, затем дощечки сортируются: все треснувшие или некрасивые изделия отбраковываются. Отобранные заготовки облагораживаются парафином, калибруются, то есть на них вырезаются специальные канавки, где будут расположены стержни.
Как изготавливают карандаши на производстве дальше? Теперь используется фрезерно-пропускная линия, на которой выполняется разделение блоков на карандаши. В зависимости от того, какой формы ножи используются на данном этапе, карандаши получаются или круглой, или граненой, или овальной формы. Важную роль играет крепление грифеля в деревянном корпусе: это должно делаться прочно и надежно, что снижает риск выпадения элементов грифеля. Упругий клей, который используется для связки, делает грифель прочнее.
Особенности покрытия
Современные простые и цветные карандаши представлены в огромном разнообразии дизайнов и цветов. Так как делают карандаши в заводских условиях, здесь уделяют пристальное внимание каждому этапу производства. Окраска — один из важных этапов, так как она должна отвечать целому ряду требований. Для отделки поверхности используется метод экструзии, а торец отделывается окунанием. В первом случае карандаш проходит через грунтовочный аппарат, где в конце конвейера он переворачивается для нанесения следующего слоя. Таким образом получается равномерное покрытие.
Так как делают карандаши в заводских условиях, здесь уделяют пристальное внимание каждому этапу производства. Окраска — один из важных этапов, так как она должна отвечать целому ряду требований. Для отделки поверхности используется метод экструзии, а торец отделывается окунанием. В первом случае карандаш проходит через грунтовочный аппарат, где в конце конвейера он переворачивается для нанесения следующего слоя. Таким образом получается равномерное покрытие.
Качество окраски: от чего зависит?
Качество окраски зависит от того, насколько отвечают установленным требованиям сами лакокрасочные материалы, правильно ли налажена грунтовочная машина, соблюдены ли сроки сушки карандашей на ленте. Любая карандашная фабрика использует быстросохнущие составы, которые образуют на поверхности твердую, прочную и эластичную пленку, хорошо сцепляющуюся с поверхностью древесины.
Окраска выполняется специальными грунтовочными красками, которые обладают определенной вязкостью и содержат в себе пигменты. Если пигментная часть будет большой, это снизит блеск пленки и потребует дальнейшее нанесение на поверхность нитролака. Даже простые карандаши подвергаются лакированию с использованием нитроцеллюлозного глянцевого лака.
Если пигментная часть будет большой, это снизит блеск пленки и потребует дальнейшее нанесение на поверхность нитролака. Даже простые карандаши подвергаются лакированию с использованием нитроцеллюлозного глянцевого лака.
Если карандаш темных оттенков, то он окрашивается как минимум в 5 слоев и в 4 слоя лака. Для достижения светлых оттенков используется сочетание 7 слоев краски с 4 слоями лака. При этом для равномерного и аккуратного покрытия важно, чтобы поверхность имела максимум 18 слоев. Окрашивание торцевых частей карандашей выполняется в окунальной машине, в которую опускается рама с расположенными на ней карандашами.
Оправа карандаша
В зависимости от того, как делают карандаши и из каких материалов, может варьироваться и их оправа. В традиционном варианте грифель имеет деревянную оправу, однако современный рынок предлагает широкий выбор изделий в пластиковом, лакированном и даже бумажном корпусе. С одной стороны, это прибавляет им красоты и необычности, с другой, при падении от таких карандашей мало что останется.
Уже после покраски карандаши подвергаются финишной отделке. Для этого используются различные штампы и фольга разных цветов. Называется данный процесс обработки термостатированием.
Какая твердость?
Все цветные и простые карандаши отличаются твердостью грифеля, что находит отражение в их маркировке. Выбирать их нужно так: чем более плотная и твердая бумага, тем более твердым должен быть графитный стержень. Но слишком твердый графит может повредить бумагу. В России можно купить карандаши следующей маркировки:
- М — мягкий.
- Т — твердый.
- ТМ — твердо-мягкий.
О маркировке следует знать при выборе карандашей для создания чертежей или рисования в соответствующей технике.
Особенности цветных карандашей
Из чего делают карандаши простые, мы уже разобрались. Теперь нужно понять, когда и как появились Известно, что первые изделия с цветным грифелем появились еще в 1820 году, правда, кто их изобрел, так и осталось загадкой. В основе цветного грифеля лежит сочетание соединяющего вещества, цветных пигментов и наполнителя. В качестве соединяющего вещества выступает клей каолин, за счет которого формируется и форам грифеля. В качестве цветных пигментов используются хорошо измельченные цветные материалы высокого качества, причем пигмент может быть органической или неорганической основы. Сами цветовые пигменты создаются на основе материалов, которые обладают стойкостью к выгоранию под влиянием солнечных лучей и экологической безопасностью. На сегодняшний день карандаши выпускаются в 36 цветовых оттенках соответственно международной шкале оттенков Pantone. Что касается наполнителей, то в этом качестве используются каолин и мел, которые подвергаются тщательному измельчению.
В основе цветного грифеля лежит сочетание соединяющего вещества, цветных пигментов и наполнителя. В качестве соединяющего вещества выступает клей каолин, за счет которого формируется и форам грифеля. В качестве цветных пигментов используются хорошо измельченные цветные материалы высокого качества, причем пигмент может быть органической или неорганической основы. Сами цветовые пигменты создаются на основе материалов, которые обладают стойкостью к выгоранию под влиянием солнечных лучей и экологической безопасностью. На сегодняшний день карандаши выпускаются в 36 цветовых оттенках соответственно международной шкале оттенков Pantone. Что касается наполнителей, то в этом качестве используются каолин и мел, которые подвергаются тщательному измельчению.
Карандаш — настолько распространенная вещь, что кажется ничем не примечательным и простым инструментом для рисования. Однако, чтобы его изготовить используется достаточно сложная технология производства. Об этом малоизвестном процессе мне и хочется рассказать.
Этапы производства карандашей можно поделить на две части: изготовление грифеля и изготовление деревянной оболочки, в которую он вставляется.
Грифель карандаша производится из смеси порошков графита и специальной глины. Сам же графитовый порошок изготавливается из грифельного сланца. Смесь графита и глины тщательно перемешивается с водой, потом высушивается, затем снова перетирается в порошок, а в конце вновь добавляется небольшое количество воды до образования густой пасты. От соотношения графита и глины в этой пасте будет зависеть твердость карандаша. Чем больше глины — тем тверже будет карандаш. Но степень твердости еще будет зависеть от другого процесса, который я опишу ниже.
Затем, эта паста поступает на специальное оборудование, похожее на экструдер. Графитовая паста продавливается через формообразующие отверстия штампа и на выходе можно увидеть всем знакомый стержень карандаша. Однако, до готового стержня ему еще далеко.
Получившуюся заготовку грифеля просушивают. Затем обжигают при высоких температурах в специальной печи. Во время обжига графит и глина соединяются, а стержень твердеет. Как я писал выше, от этого процесса в значительной степени будет зависеть твердость карандаша. Чем выше температура обжига — тем тверже будет карандаш. Чем меньше глины в составе грифеля и чем меньше температура обжига — тем карандаш будет мягче. Как известно, на карандашах указывется твердость либо английскими буквами, либо русскими. Английская «H» означает «твердый», а английская «B» означает «мягкий». Соответственно русская буква «Т» означает твердый, а русская буква «М» — «мягкий». Существует еще разная степень твердости карандаша. Например, 2B или 2М — это двойная мягкость, а 2H или 2Т — двойная твердость. Всего различают около 17 степеней твердости карандаша: от 8М до 8Т.
Затем обжигают при высоких температурах в специальной печи. Во время обжига графит и глина соединяются, а стержень твердеет. Как я писал выше, от этого процесса в значительной степени будет зависеть твердость карандаша. Чем выше температура обжига — тем тверже будет карандаш. Чем меньше глины в составе грифеля и чем меньше температура обжига — тем карандаш будет мягче. Как известно, на карандашах указывется твердость либо английскими буквами, либо русскими. Английская «H» означает «твердый», а английская «B» означает «мягкий». Соответственно русская буква «Т» означает твердый, а русская буква «М» — «мягкий». Существует еще разная степень твердости карандаша. Например, 2B или 2М — это двойная мягкость, а 2H или 2Т — двойная твердость. Всего различают около 17 степеней твердости карандаша: от 8М до 8Т.
После обжига графитовые стержни укладываются в специальные деревянные заготовки будущих карандашей. Эти заготовки представляют собой деревянные пластины, толщиной в половину карандаша. Они изготавливаются, как правило, из кедра или липы. Эта древесина мягкая и обладает волокнами, хорошо подходящими для изготовления карандашей. Из каждой такой дощечки-заготовки получается либо 6, либо 8 карандашей, в зависимости от стандарта производства. Соответственно, в этих дощечках пропиливаются 6 — 8 канавок, для графитовых стержней карандаша.
Они изготавливаются, как правило, из кедра или липы. Эта древесина мягкая и обладает волокнами, хорошо подходящими для изготовления карандашей. Из каждой такой дощечки-заготовки получается либо 6, либо 8 карандашей, в зависимости от стандарта производства. Соответственно, в этих дощечках пропиливаются 6 — 8 канавок, для графитовых стержней карандаша.
Далее в пропиленные канавки укладываются стержни. Затем, деревянная пластина со стержнями накрывается точно такой же пластиной сверху. Графитовые стержни оказывается между двумя деревянными пластинами. Стержни надежно закрепляются в деревянной оболочке двумя способами: либо посредством клея, либо за счет сдавливания деревянных половин будущего карандаша. Сами половины в обоих случаях соединяются посредством клея и пресса.
На следующем этапе производства эти заготовки поступают на специальный станок, фрезы которого имеют зубья в виде половин шестигранника, либо половин круга. Такими фрезами распиливается деревянная заготовка со стержнями, и одновременно придается шестигранная или круглая форма получившимся карандашам.
Ну вот, теперь карандаш почти готов! Но его еще не покрасили. Покраску делают специальными эмалями. А когда карандаш уже окрашен, на нем делается маркировка с указанием производителя, степени мягкости карандаша и т. п. Такое тиснение производится посредством краски или фольги.
Вот такой он — непростой процесс изготовления, казалось бы, простого карандаша.
Каждый из нас с ранних лет, занимаясь творчеством, или же на школьных уроках сталкивался с таким предметом как карандаш. Чаще всего люди относятся к нему как к чему-то обычному, как к простой и полезной вещи. Но мало кто задумывался, насколько сложен технологический процесс его производства.
Между прочем, при производстве карандаш проходит через 83 технологические операции, при его изготовлении используется 107 видов сырья и материалов, а цикл производства составляет 11 дней. Если на все это еще посмотреть со стороны целой линейки продукции, то рисуется сложное налаженное производство с тщательным планированием и контролем.
Для того чтобы увидеть своими глазами процесс производства карандашей, мы отправляемся на Московскую фабрику имени Красина. Это старейшее карандашное производство в России. Фабрика основана в 1926 году при поддержке правительства.
Основной задачей правительства была ликвидация безграмотности в стране, а для этого необходимо было сделать канцелярские принадлежности доступными. После развала Советского Союза фабрика Красина осталась единственным производителем карандашей на территории СНГ с полным циклом производства. Это значит, что на фабрике производится все – от грифеля до конечной продукции – карандашей. Давайте поближе познакомимся с процессом производства карандашей.
Для производства карандашей на фабрику поступают специально обработанные и уложенные дощечки из липы. Но перед тем как они будут задействованы, необходимо сделать пишущие стержни Перейдем в цех изготовления карандашных стержней. Пишущие стержни изготавливаются из смеси глины с графитом. Подготовка необходимой смеси начинается с таких вот технологических установок, где производится измельчение глины. Измельченная глина по конвейеру отправляется на следующий участок производства.
Измельченная глина по конвейеру отправляется на следующий участок производства.
На следующем участке установлены специальные мельницы, где глина более мелко размалывается и смешивается с водой. Установки для приготовления смеси глины с графитом. Здесь смесь для будущих стержней избавляется от примесей и готовится к дальнейшей переработке.
Стоит отметить, что при производстве грифелей используются только природные вещества, что позволяет считать производство экологически чистым. Установка для прессования смеси. Из получаемых полуфабрикатов получают стержни. Отходов у производства фактически нет, так как они их используют вторично.
На этом участке производства получают уже сами стержни, но, чтобы они попали в карандаш, над ними будет проведен еще ряд технологических операций.
Сама технология получения стержней – напоминает экструдирование. Тщательно подготовленную и перемешанную массу выдавливают через специальный штамп с отверстиями.
После этого заготовки для пишущих стержней укладывают в специальную тару.
Специальная тара
И сушат в шкафу в течении 16 часов.
После этого стержни тщательно сортируют вручную.
Так выглядит рабочее место по сортировке стержней. Это очень сложная и кропотливая работа. За настольной лампой спят кошки.
После сортировки стержни прокаливаются в специальном шкафу. Температура отжига составляет от 800 до 1200 градусов Цельсия и напрямую влияет на конечные свойства стержня. От температуры зависит твердость карандаша, которая имеет 17 градаций – от 7Н до 8В.
После отжига стержни под особым давлением и температурой заполняются жиром. Это необходимо для придания им необходимых пишущих свойств: интенсивности черты, легкости скольжения, качества заточки, легкость стирания ластиком. В зависимости от требуемого значения твердости стержня могут применяться: саломас, кондитерский жир или даже пчелиный и карнаубский воск.
Выходная продукция участка производства стержней.
После этого стержни попадают на сборку. Вот на таких станках подготавливаются дощечки для карандашей.![]() В них выпиливаются канавки под установку пишущих стержней.
В них выпиливаются канавки под установку пишущих стержней.
Режущая часть станка вытачивает канавки в дощечках.
Дощечки автоматически поступают в такую вот обойму.
После этого на другом станке стержни укладываются в заранее подготовленные дощечки.
После укладки половинки дощечек склеиваются клеем ПВА, и их оставляют сохнуть под прессом. Суть этой операции в том, что сам стержень не приклеивается к дощечкам. Его диаметр больше, чем диаметр канавки, и для того чтобы конструкция замкнулась – необходим пресс. Стержень же будет держаться в древесине не за счет клея, а за счет натяга деревянной оболочки (специально созданного таким образом преднапряжения в конструкции карандаша).
После высыхания заготовку распиливают специальными фрезами на отдельные карандаши.
Карандаши постепенно распиливаются за несколько циклов обработки.
На выходе получаются уже готовые, но не окрашенные карандаши.
Уже на этом этапе закладывается форма карандаша за счет типа профиля режущей фрезы.
Далее на специальных линиях проходит огрунтовка поверхности карандаша. При покраске карандашей применяются эмали, изготовленные на самом заводе. Эти эмали производятся из безопасных для человека компонентов. Линия по покраске карандашей.
Я думаю, что в магазинах мы много раз видели подарочные карандаши, окрашенные красочными разводами. Оказывается, чтобы их так окрасить, применяется целая специально разработанная технология. Вот небольшой фрагмент процесса их покраски.
При посещении покрасочного цеха мне довелось увидеть партию карандашей для поставки правительству РФ нового образца. Кончик карандаша символизирует наш государственный флаг. Карандаши сохнут в специальных технологических рамках. Регулярность рядов выглядит очень необычно и притягивает.
После покраски карандаши укладывают в партии для отправки на следующие участки фабрики.
Смотреть на тысячи карандашей, покрашенных по фирменной технологии завода, доставляет огромное удовольствие. Это очень необычное зрелище.
Далее на специальном станке проводится заключительная механическая операция — обработка торцов. Технологическая линия отделки поверхности.
Далее на специальном станке на карандаш наносится маркировка с помощью специального штампа, который прикладывается к каждому карандашу через ленту фольги.
Шкафчик для хранения штампов. Здесь хранятся штампы для всего ассортимента выпускаемой продукции.
При необходимости перед фасовкой карандаши затачивают на специальном станке. На фотографии отображена промежуточная стадия заточки.
Меня поразила скорость работы станка. Карандаши падали в поддон непрерывным потоком. Сразу вспомнились все личные неудачные попытки точить карандаши. От этих воспоминаний этот станок начал внушать еще больше уважения.
Фабрика выпускает и вот такие интересные карандаши овальной формы, применяемые при строительстве и ремонте.
Массивы складированных карандашей выглядят очень необычно и притягивающее. Такого больше нигде не увидишь.
На участке упаковки карандаши сортируются и фасуются вручную. Здесь царит особая атмосфера. Люди работают тихо и молча. Многие работники имеют непрерывный стаж работы на фабрике более 40 лет.
Здесь царит особая атмосфера. Люди работают тихо и молча. Многие работники имеют непрерывный стаж работы на фабрике более 40 лет.
На фабрике есть своя оснащенная лаборатория, в которой испытывается продукция в течении всего производственного цикла и отрабатываются новые технологии производства. На снимке – прибор Амслера для определения сопротивления на излом пишущих стержней.
Перед уходом я зашел в комнату с демонстрационными стендами продукции фабрики. Эмблема фабрики вызывает какую-то ностальгию. Ведь эти карандаши знакомы каждому из нас с детства.
Фабрика выпускает несколько линий продукции. Профессиональная серия карандашей для художников, декораторов и дизайнеров.
Образцы карандашей поставляемых правительству РФ. Для оформление карандашей выбран рисунок под цвет стандартных малахитовых настольных приборов работников правительства РФ. Но кроме этого они имеют и другие отличия от обычных карандашей: во-первых их форма выполнена с максимальным учетом эргономики руки взрослого человека, а кроме того в них применяется особый стержень типа «люмограф» для пометок на полях и в ежедневнике, он не размазывается рукой, но хорошо стирается ластиком без повреждения бумаги.
Карандаши для инженерного черчения:
Оригинальная сувенирная продукция фабрики.
{b}В качестве бонуса, и для сравнения, предлагаю вам пару сюжетов от телеканала Discovery, о производстве карандашей там у них.{/b}
Faber Castell
Pencils Production
Производство карандашей
Особенности карандашей Faber-Castell
Если спросить экспертов и профессионалов, занятых в производстве карандашей, какая древесина самая лучшая для этого вида пишущих инструментов, то они в один голос ответят, что это – Калифорнийский кедр. Учитывая тот факт, что древесина – это один из самых основных материалов при изготовлении карандашей, то и выбор его должен быть самым лучшим. Калифорнийский кедр — это дерево с длинными волокнами, без сучков, легко режется и, следовательно, эта древесина идеальна для изготовления карандашей. Она отличается мягкостью, но при этом своей плотностью. Карандаши, сделанные из калифорнийского кедра с легкостью затачиваются и сразу же комфортно размещаются в руке.
Карандаши, сделанные из калифорнийского кедра с легкостью затачиваются и сразу же комфортно размещаются в руке.
Другим основным элементом при изготовлении карандаша является грифель. Следует обратить внимание на том, что компания Faber-Castell первой разработала и запатентовала процесс “SV”, суть которого заключается в том, что грифель вкладывается в пазы тщательно смазанные синтетической смолой. В результате чего достигается дополнительный эффект «бинта», что защищает грифель внутри карандаша и увеличивает качество и твердость грифеля. Благодаря прочной фиксации, которая достигается при помощи процесса “SV”, грифель становится практически небьющимися. При этом карандаши лучше затачиваются. Данную пометку “SV”, можно заметить на всех карандашах фирмы Faber-Castell.
Основными же материалами в изготовлении грифеля для карандашей являются графит, глина, вода, а также жиры и воски. Твердость чернографитных карандашей определяется еще на первых этапах производства, когда смешиваются в определенных пропорциях графит и глина. Если преобладает глина в составе, то грифель будет тверже, а если преобладает графит, то грифель будет мягче. Вода нужна в качестве связующего компонента для графита и глины, а когда уже грифель готов и обезвожен, то его обязательно окунают в растопленную смесь жиров и воска, чтобы грифель был дополнительно смазан и был более насыщен при письме.
Если преобладает глина в составе, то грифель будет тверже, а если преобладает графит, то грифель будет мягче. Вода нужна в качестве связующего компонента для графита и глины, а когда уже грифель готов и обезвожен, то его обязательно окунают в растопленную смесь жиров и воска, чтобы грифель был дополнительно смазан и был более насыщен при письме.
Все процессы производства карандашей весьма трудоемкие и продуманные, чтобы в конечном результате вы смогли получить высококачественный продукт, которым вы будете долго наслаждаться, применяя в своем творчестве.
Загляните за кулисы в самое сердце производства карандашей Faber-Castell и узнайте, как они изготавливаются: https://www.youtube.com/watch?v=fCJaFuUt1Es
Ждем Вас в нашем салоне-магазине «Феникс» по адресу г.Харьков, ул.Короленко, 12. Вы также можете связаться с нами по телефонам (057) 732-29-82, 731-24-48, 714-95-16, а также, посетив наш сайт www.fabercastell.com.ua. В нашем салоне-магазине представлен целый ряд восковых и сухих мелков (пастель), а также карандашей, как для начинающих, так и для профессиональных художников.
Производство карандашей: не так просто, как кажется
Технология производства карандашей остается неизменной на протяжении нескольких веков. Однако она совсем не проста, несмотря на то, что сами предметы для рисования кажутся самыми обычными и доступными. Как же их делают?
Для начала производят стержни. Изготавливается смесь из порошка графита, воды и глины, вымешивается несколько часов. Гидравлическим прессом ее режут на одинаковые по длине заготовки. Необычная технология, напоминает производство спагетти.
Изначально стержневые заготовки бывают очень мягкими. Для твердости и удаления лишней влаги их греют в печи. Кстати, вы же помните, что карандаши бывают мягкими, твердо-мягкими и твердыми? Это как раз зависит от времени нагрева: чем меньше, тем мягче. Обжигают будущие стержни при температуре 800-1200°С.
Когда обжиг окончен, грифели окунают в горячий воск, поместив их в перфорированные банки. Это нужно для того, чтобы заполнить все неровности и пустоты. К слову, если производятся мягкие стержни, то их могут поместить в жир, который используется в кондитерском производстве.
К слову, если производятся мягкие стержни, то их могут поместить в жир, который используется в кондитерском производстве.
При изготовлении цветных стержней технология производства не меняется, используются только другие составляющие: пигменты для цвета и белая глина. Правда, делать такие карандаши сложнее: обработка грифелей на станке занимает по времени неделю.
Цветные стержни более хрупкие, поэтому после обработки их приходится своими руками укладывать в кедровые планки.
А с укладкой в заготовки простых графитовых грифелей вполне справляется станок.
Сверху на заготовки кладут второй слой дерева. Получается своеобразный бутерброд, который нужно скрепить при помощи клея, подержать под прессом и просушить. После этого почти готовые карандаши можно шлифовать и нарезать на специально машине.
Следующий шаг – окраска. Ее делают станки, а конвейеры перемещают карандаши для нанесения следующих слоев краски.
Кстати, всего нужно 4 слоя.
Иногда на карандашах устанавливают ластики или заглушки – для удобства будущих пользователей.
Почему предметы для рисования такие острые? Потому что их точат с помощью шлифовальной ленты на высокой скорости.
Завершающий этап – расфасовка и упаковка. Все, теперь карандаши готовы к продаже.
от глины до бумаги. Как делают карандаши? Производство карандашей Из чего сделан простой карандаш для детей
Мало кто задумывался о процессе производства карандашей.
Пришло время узнать, как же это происходит.
Карандаш проходит через 83 технологические операции, при его изготовлении используется 107 видов сырья и материалов, а цикл производства составляет 11 дней.
Если на все это еще посмотреть со стороны целой линейки продукции, то рисуется сложное налаженное производство с тщательным планированием и контролем.
Для того чтобы увидеть своими глазами процесс производства карандашей, мы отправляемся на Московскую фабрику имени Красина. Это старейшее карандашное производство в России. Фабрика основана в 1926 году при поддержке правительства.
Основной задачей правительства была ликвидация безграмотности в стране, а для этого необходимо было сделать канцелярские принадлежности доступными. После развала Советского Союза фабрика Красина осталась единственным производителем карандашей на территории СНГ с полным циклом производства. Это значит, что на фабрике производится все – от грифеля до конечной продукции – карандашей. Давайте поближе познакомимся с процессом производства карандашей.
После развала Советского Союза фабрика Красина осталась единственным производителем карандашей на территории СНГ с полным циклом производства. Это значит, что на фабрике производится все – от грифеля до конечной продукции – карандашей. Давайте поближе познакомимся с процессом производства карандашей.
Для производства карандашей на фабрику поступают специально обработанные и уложенные дощечки из липы. Но перед тем как они будут задействованы, необходимо сделать пишущие стержни.
Перейдем в цех изготовления карандашных стержней. Пишущие стержни изготавливаются из смеси глины с графитом. Подготовка необходимой смеси начинается с таких вот технологических установок, где производится измельчение глины. Измельченная глина по конвейеру отправляется на следующий участок производства.
На следующем участке установлены специальные мельницы, где глина более мелко размалывается и смешивается с водой.
Установки для приготовления смеси глины с графитом. Здесь смесь для будущих стержней избавляется от примесей и готовится к дальнейшей переработке.
Здесь смесь для будущих стержней избавляется от примесей и готовится к дальнейшей переработке.
Стоит отметить, что при производстве грифелей используются только природные вещества, что позволяет считать производство экологически чистым. Установка для прессования смеси. Из получаемых полуфабрикатов получают стержни. Отходов у производства фактически нет, так как они их используют вторично.
На этом участке производства получают уже сами стержни, но, чтобы они попали в карандаш, над ними будет проведен еще ряд технологических операций.
Сама технология получения стержней – напоминает экструдирование. Тщательно подготовленную и перемешанную массу выдавливают через специальный штамп с отверстиями.
После этого заготовки для пишущих стержней укладывают в специальную тару.
И сушат в шкафу в течении 16 часов.
После этого стержни тщательно сортируют вручную.
Так выглядит рабочее место по сортировке стержней. Это очень сложная и кропотливая работа. За настольной лампой спят кошки.
Это очень сложная и кропотливая работа. За настольной лампой спят кошки.
После сортировки стержни прокаливаются в специальном шкафу. Температура отжига составляет от 800 до 1200 градусов Цельсия и напрямую влияет на конечные свойства стержня. От температуры зависит твердость карандаша, которая имеет 17 градаций – от 7Н до 8В.
После отжига стержни под особым давлением и температурой заполняются жиром. Это необходимо для придания им необходимых пишущих свойств: интенсивности черты, легкости скольжения, качества заточки, легкость стирания ластиком. В зависимости от требуемого значения твердости стержня могут применяться: саломас, кондитерский жир или даже пчелиный и карнаубский воск.
Выходная продукция участка производства стержней.
После этого стержни попадают на сборку. Вот на таких станках подготавливаются дощечки для карандашей. В них выпиливаются канавки под установку пишущих стержней.
Режущая часть станка вытачивает канавки в дощечках.
Дощечки автоматически поступают в такую вот обойму.
После этого на другом станке стержни укладываются в заранее подготовленные дощечки.
После укладки половинки дощечек склеиваются клеем ПВА, и их оставляют сохнуть под прессом. Суть этой операции в том, что сам стержень не приклеивается к дощечкам. Его диаметр больше, чем диаметр канавки, и для того чтобы конструкция замкнулась – необходим пресс. Стержень же будет держаться в древесине не за счет клея, а за счет натяга деревянной оболочки (специально созданного таким образом преднапряжения в конструкции карандаша).
После высыхания заготовку распиливают специальными фрезами на отдельные карандаши.
Карандаши постепенно распиливаются за несколько циклов обработки.
На выходе получаются уже готовые, но не окрашенные карандаши.
Уже на этом этапе закладывается форма карандаша за счет типа профиля режущей фрезы.
Далее на специальных линиях проходит огрунтовка поверхности карандаша. При покраске карандашей применяются эмали, изготовленные на самом заводе. Эти эмали производятся из безопасных для человека компонентов.
При покраске карандашей применяются эмали, изготовленные на самом заводе. Эти эмали производятся из безопасных для человека компонентов.
Линия по покраске карандашей.
Я думаю, что в магазинах мы много раз видели подарочные карандаши, окрашенные красочными разводами. Оказывается, чтобы их так окрасить, применяется целая специально разработанная технология. Вот небольшой фрагмент процесса их покраски.
При посещении покрасочного цеха мне довелось увидеть партию карандашей для поставки правительству РФ нового образца. Кончик карандаша символизирует наш государственный флаг. Карандаши сохнут в специальных технологических рамках. Регулярность рядов выглядит очень необычно и притягивает.
После покраски карандаши укладывают в партии для отправки на следующие участки фабрики.
Смотреть на тысячи карандашей, покрашенных по фирменной технологии завода, доставляет огромное удовольствие. Это очень необычное зрелище.
Технологическая линия отделки поверхности.
Шкафчик для хранения штампов. Здесь хранятся штампы для всего ассортимента выпускаемой продукции.
При необходимости перед фасовкой карандаши затачивают на специальном станке. На фотографии отображена промежуточная стадия заточки. Меня поразила скорость работы станка. Карандаши падали в поддон непрерывным потоком. Сразу вспомнились все личные неудачные попытки точить карандаши. От этих воспоминаний этот станок начал внушать еще больше уважения.
Фабрика выпускает и вот такие интересные карандаши овальной формы, применяемые при строительстве и ремонте.
Массивы складированных карандашей выглядят очень необычно и притягивающее. Такого больше нигде не увидишь.
О том, как создаются карандаши в каждой конкретной фабрике можно узнать лишь от самих производителей. Однако у всех есть общие моменты, которые как правило не меняются десятилетиями..jpg)
Для классического деревянного карандаша важным компонентом является древесина из которой он сделан. Не всякое дерево можно спилить и сделать из него пачку карандашей. Узнать, из какой породы дерева сделан тот или иной карандаш нелегко: продавец в магазине об этом не знает, а на самом карандаше опознавательного знака не имеется, поэтому нужно обращать внимание на стоимость карандаша и авторитет фирмы-производителя.
Древесина используемая для изготовления карандашей:
1. Ольха
Рис.
Ольха распространена в зоне умеренного климата Северного полушария. Древесина не отличается прочностью, но имеет довольно равномерное строение. Это облегчает обработку и придает ей красивый красноватый цвет. Более ровные и толстые стволы поэтому идут на поделки, для столярных и токарных изделий.
В производстве карандашей используется неактивно в связи с тем, что плохо держит грифель. Больше используется для изготовления сувениров, в том числе сувенирных карандашей.
2. Липа
Рис.
Липа — пожалуй самое распространенное дерево, которое вполне удовлетворяет всем требованиям, предъявляемым к сырью недорогих карандашей.
Липа растет практически везде, это хорошо знакомый всем материал, достаточно вязкий, чтобы плотно удерживать грифель.
Древесина липы в зависимости от вида обработки делится на несколько видов: linden (с англ. — «липа»; половинки карандаша, выполненного из такой древесины, могут немного отличаться по цвету), white linden (более тщательно отобранный материал, дерево белое, цвет карандаша ровный), rose wood (липа, подкрашенная в розовый цвет для придания большего благородства) и chemical wood (также подкрашенная в розовый цвет липа, но более качественно, древесина выглядит однородно). В зависимости от качества обработки дерева варьируется и цена.
Довольно быстрорастущее лиственное дерево, наиболее широко распространенное в Европейской России. Срок жизни деревьев липы значительно меньше, чем дуба, и лишь редкие особи доживают до 150 лет.
3. Кедр
Рис.
Древесина кедра лёгкая, прочная и легко режется во всех направлениях, поэтому она служит ценным сырьём для производства карандашей.
4. Джелутонг
Рис.
Джелутонг (Jelutong) относится к семейству кутровых (лат. Apocynaceae). Это древесная порода в Малазии. Также встречается в Борнео, Суматре и Тайланде.
Взрослый джелутонг обычно вырастает до 60 метров высоту, а диаметр ствола дерева достигает 2 метров. В редких случаях до 80 метров, при этом диаметр до 3 метров.
Древесина джелутонга обычно белого или соломенного цвета, прямоволокнистая. Легко сохнет с без раскалывания, легка в обработке и отделке.
Особенно джелутонг пригоден для создания художественных изделий. Замечательно подходит для моделирования и производства карандашей.
О технологии изготовления карандашей
Карандаш (от тюрк. кара — чёрный и таш,-даш — камень), стержень из угля,
свинца, графита, сухой краски (часто в оправе из дерева или металла), который
служит для письма, рисования, черчения.
Первое описание карандаша было сделано Конрадом Геснером из Цюриха в 1565 г. в своем «Трактате о ископаемых». В нем было приведено детальное строение карандаша, показывающее деревянную трубку, в которую вставлен кусочек графита.
Прототипы карандаша — вставлявшиеся в металлические зажимы свинцовые и серебряные (дававшие тёмно-серый тон) штифты — употреблялись в 12-16 вв. В 14 веке художники рисовали в основном палочками, изготовленными из свинца и жести, их называли «серебряными карандашами».С 16 в. распространились графитные карандаши (штрих которых обладает малой интенсивностью и лёгким блеском) и карандаши из порошка жжёной кости, скрепленного растительным клеем (даёт сильный чёрный матовый штрих).
В 17 веке графит обычно продавали на улицах. Покупатели, в основном художники,
зажимали эти графитовые палочки между кусочками дерева или веточками,
обворачивали их в бумагу или обвязывали бечевкой. В Англии стержень представлял
из себя палочку из мягкого графита, годного для рисования, но не для письма. В
Германии графитовый порошок перемешивали с клеем и серой, получая, таким
образом, стержень не самого высокого качества. В 1790 г. были изобретены
деревянные карандаши французским учёным Н. Конте.Одновременно чех И. Гартмут
предложил изготовлять пишущие стержни из смеси измельченного графита и глины. В
принципе этот метод лежит и в основе современной технологии производства
карандашей.
В
Германии графитовый порошок перемешивали с клеем и серой, получая, таким
образом, стержень не самого высокого качества. В 1790 г. были изобретены
деревянные карандаши французским учёным Н. Конте.Одновременно чех И. Гартмут
предложил изготовлять пишущие стержни из смеси измельченного графита и глины. В
принципе этот метод лежит и в основе современной технологии производства
карандашей.
Современное производство: На первый взгляд карандаш кажется простым предметом, состоящим из пишущего стержня и деревянной оболочки. Но для того, чтобы изготовить один карандаш, проводится более 80 производственных операций в течение 11 дней. Кроме того, на ассортимент выпускаемой фабрикой продукции используется более 70 наименований сырья и материалов. В основном это природные пищевые вещества и продукты.
Оболочка для карандашей Древесина для изготовления оболочки карандашей должна обладать рядом специфических свойств:
Быть легкой, мягкой и
прочной, не ломаться и не крошиться в процессе изготовления карандашей.
Иметь одинаковое сопротивление разрезанью волокон как вдоль, так и поперек, не должна расслаиваться.
Срез при резании острым ножом должен быть гладким, блестящим, стружка должна завиваться, не скалываться и не ломаться.
Древесина должна быть малогигроскопичной, т.е. не должна поглощать влагу. Всем этим качествам соответствует виргинский можжевельник, произрастающий в США.
Ни одна из древесных пород, произрастающих в России, в полной мере не соответствует всем этим требованиям. Наиболее близкой по своим свойствам и строению является древесина кедра и липы, но для применения в карандашном производстве ее необходимо предварительно подвергнуть специальной обработке – парафинированию (т.е. облагораживанию).
Доски распиливаются на бруски, бруски торцуются по длине на длину карандаша
с припусками на механическую обработку и усушку, а затем на многопильном станке
бруски распиливаются на дощечки. После этого дощечки пропитываются парафином в
специальных автоклавах. Эта процедура позволяет улучшить механические и
чиночные свойства будущего карандаша. На пару из дощечек удаляются все смолы, а
легнин древесины при взаимодействии с паром меняет свою окраску на
розовато-коричневатую. Затем дощечки тщательно просушиваются. Для просушки их
складывают в специальные «колодцы» с помощью станка. Специальный способ укладки
дощечек для сушки позволяет увеличить площадь дощечки, соприкасающуюся с
агентом сушки — горячим паром, а следовательно, максимально тщательно высушить
их. Колодцы помещаются в сушильные помещения на 72 часа. После просушки они
сортируются — отбраковываются треснувшие дощечки, дощечки, распиленные не по
тому волокну и пр. «Облагороженные» парафином и высушенные дощечки сортируются
и калибруются – на них наносятся «желобки» (канавки) для стержней. Графитный
стержень изготавливается из смеси глины с графитом. Предварительно глину
очищают. Для этого в специальных дробилках ее измельчают, затем перемешивают с
теплой водой в особых мельницах. Разведенную в воде глину в процессе обработки
заливают жидким стеклом, которое, оседая, выносит из нее все примеси – камушки,
веточки, песок и т.
Эта процедура позволяет улучшить механические и
чиночные свойства будущего карандаша. На пару из дощечек удаляются все смолы, а
легнин древесины при взаимодействии с паром меняет свою окраску на
розовато-коричневатую. Затем дощечки тщательно просушиваются. Для просушки их
складывают в специальные «колодцы» с помощью станка. Специальный способ укладки
дощечек для сушки позволяет увеличить площадь дощечки, соприкасающуюся с
агентом сушки — горячим паром, а следовательно, максимально тщательно высушить
их. Колодцы помещаются в сушильные помещения на 72 часа. После просушки они
сортируются — отбраковываются треснувшие дощечки, дощечки, распиленные не по
тому волокну и пр. «Облагороженные» парафином и высушенные дощечки сортируются
и калибруются – на них наносятся «желобки» (канавки) для стержней. Графитный
стержень изготавливается из смеси глины с графитом. Предварительно глину
очищают. Для этого в специальных дробилках ее измельчают, затем перемешивают с
теплой водой в особых мельницах. Разведенную в воде глину в процессе обработки
заливают жидким стеклом, которое, оседая, выносит из нее все примеси – камушки,
веточки, песок и т. п. А далее по рецептуре в глину добавляется графит, причем
для каждой градации своя рецептура. Смесь перемешивается со связующим веществом
– апаратином, сваренным из крахмала.
п. А далее по рецептуре в глину добавляется графит, причем
для каждой градации своя рецептура. Смесь перемешивается со связующим веществом
– апаратином, сваренным из крахмала.
Для изготовления стержней необходима стержневая масса определенной
температуры и влажности. Ни в коем случае нельзя допустить пересыхания смеси,
иначе она будет как камень и приведет к износу оборудования — не хватит
давления пресса. Вымешанное тесто из глины и графита винтовым прессом прожимается
для формовки через специальное оборудование – вальцы с тремя разными зазорами.
Делается это для измельчения и перетирания массы, усреднения влажности по
объему и удаления пузырьков воздуха. Толщина слоя теста сначала составляет 1мм,
при повторной обработке 0.5мм, затем 0.25мм. Потом тесто пропускается через
фильеру с дырочками, образуя так называемую «лапшу». «Лапша» формируется в
цилиндры, а из них на прессе через алмазную волоку продавливается стержень
нужного диаметра и длины. Стержни окончательно высушиваются в специальных
сушильных шкафах в очень симпатичных бочонках – непрерывно вращаясь в течение
16 часов. По истечении этого процесса влажность стержня составляет примерно
0,5%. Затем стержни прокаливаются в печи в специальных тиглях. Вместо крышки
тигли со стержнями засыпаются этим же «сырьем». Плотность наполнения тиглей
влияет на качество стержней. Обжиг необходим для того, чтобы выжечь в стержне
связующее вещество и спечь глину для образования каркаса.
По истечении этого процесса влажность стержня составляет примерно
0,5%. Затем стержни прокаливаются в печи в специальных тиглях. Вместо крышки
тигли со стержнями засыпаются этим же «сырьем». Плотность наполнения тиглей
влияет на качество стержней. Обжиг необходим для того, чтобы выжечь в стержне
связующее вещество и спечь глину для образования каркаса.
Степень твердости (градация) карандаша от 6м до 7т зависит от соотношения
глины, температуры и продолжительности обжига и состава жирующей ванны. В
зависимости от градации стержня обжиг производится при температуре от 800 до
1200 градусов. После обжига проводится операция жировки: поры, образовавшиеся
после выжига связующего, под давлением при определенной температуре заполняются
жиром, воском или стеарином. На некоторых фабриках в качестве сырья
используются пищевые и кондитерские жиры, связующие вещества. (например,
апаратин изготавливается из крахмала). Выбор вещества для жировки зависит от
градации (твердости) стержня. Для мягких карандашей используется кондитерский
жир, для твердых – воск. Промежуточные значения твердости, например, ТМ
достигаются жировкой стеарином. Стержни больших диаметров изготавливаются на
вертикальных прессах кладки.
Промежуточные значения твердости, например, ТМ
достигаются жировкой стеарином. Стержни больших диаметров изготавливаются на
вертикальных прессах кладки.
Стержни для цветных карандашей изготовляются из смеси пигментов, наполнителей, жирующих веществ и связующего. «Сборка» Стержни укладываются в желобки подготовленной дощечки и накрываются второй дощечкой. Дощечки склеиваются между собой клеем ПВА, но сам стержень к доске не клеится, а держится за счет натяга дощечки. Диаметр стержня немного больше диаметра желобка, поэтому очень важно правильно сжать дощечки в специальном механизме (струбцине), где и происходит склейка будущих карандашей. Для каждого типоразмера карандаша определен свой показатель давления для запрессовки, чтобы не сломать стержень. Далее обрабатываются торцы склеенных дощечек – подравниваются, удаляются остатки клея.
На фрезерно-пропускной линии блоки разделяются на карандаши. От формы ножей
зависит форма будущего карандаша – круглый он получится, граненый или овальный. А «новорожденные» карандаши отправляются по конвейерному транспортеру на
сортировку. Сортировщица проверяет («катает») все карандаши, выискивая и
ликвидируя брак. Затем карандашам следует «одеться» — отправиться на покраску.
Покраска Отделка поверхности карандашей осуществляется методом экструзии
(протяжки), а отделка торца – окунанием. Экструзия – это процесс прохождения
карандаша через грунтовочный аппарат. В конце конвейера карандаш
переворачивается, чтобы нанесение следующего слоя краски или лака происходило с
другого конца. Так достигается равномерное покрытие. Нанесение темных цветов производится
5 раз краской и 4 раза лаком, светлых – 7 раз краской и 4 раза лаком. А для
отделки торца используется окунальная машина. Плавными вращательными движениями
окунальщица опускает раму с карандашами в бак с краской. Маркировка карандашей
осуществляется методом ударного горячего тиснения. Заточка карандашей
производится автоматически. Все карандаши маркируются. Упаковка заточенных
карандашей производится вручную, незаточенных – вручную и автоматически: на
автоматах и полуавтоматах.
А «новорожденные» карандаши отправляются по конвейерному транспортеру на
сортировку. Сортировщица проверяет («катает») все карандаши, выискивая и
ликвидируя брак. Затем карандашам следует «одеться» — отправиться на покраску.
Покраска Отделка поверхности карандашей осуществляется методом экструзии
(протяжки), а отделка торца – окунанием. Экструзия – это процесс прохождения
карандаша через грунтовочный аппарат. В конце конвейера карандаш
переворачивается, чтобы нанесение следующего слоя краски или лака происходило с
другого конца. Так достигается равномерное покрытие. Нанесение темных цветов производится
5 раз краской и 4 раза лаком, светлых – 7 раз краской и 4 раза лаком. А для
отделки торца используется окунальная машина. Плавными вращательными движениями
окунальщица опускает раму с карандашами в бак с краской. Маркировка карандашей
осуществляется методом ударного горячего тиснения. Заточка карандашей
производится автоматически. Все карандаши маркируются. Упаковка заточенных
карандашей производится вручную, незаточенных – вручную и автоматически: на
автоматах и полуавтоматах. На полуавтомате за одну полную смену можно упаковать
15 тысяч карандашей, на автомате – 180 тысяч. Автоматы способны укладывать в
коробки как по 6, так и по 12 карандашей.
На полуавтомате за одну полную смену можно упаковать
15 тысяч карандашей, на автомате – 180 тысяч. Автоматы способны укладывать в
коробки как по 6, так и по 12 карандашей.
Контроль качества Входной контроль всего сырья и материалов и
технологический контроль процесса производства и готовой продукции
осуществляется лабораторией. Химики проверяют все досконально! Они же
составляют рецептуры грунтов. Кстати, продукция одной известной фабрики
проверяется даже на контакт со ртом, как детские пустышки! Во 2-й половине 19
в. появились, а в 20 в. получили большое распространение механические, или
автоматические карандаши. По пишущим свойствам и технологии производства
карандаши делят на графитные (чёрные), цветные, копировальные и пр., по
назначению — на школьные, канцелярские, чертёжные, рисовальные, столярные,
гримерные, карандаши для ретуши, маркировки и отметок на различных материалах.
Особые виды карандашей — сангина и пастель. В России выпускаются графитные
чертёжные карандаши нескольких степеней твёрдости; степень твёрдости обозначается
буквами М (мягкий), Т (твёрдый) и МТ (средней твёрдости), а также цифрами перед
буквами. Большая цифра означает большую степень твёрдости или мягкости. За
рубежом вместо буквы М употребляют букву В, а вместо Т — Н. Автоматические
карандаши по конструкции делят на: винтовые — с подачей пишущего стержня
вращением одной из деталей; цанговые — с зажимом пишущего стержня разрезной
втулкой-цангой и подачей стержня нажимом кнопки; многоцветные — с двумя,
четырьмя и более стержнями, выдвигаемыми поочерёдно из магазина.
Большая цифра означает большую степень твёрдости или мягкости. За
рубежом вместо буквы М употребляют букву В, а вместо Т — Н. Автоматические
карандаши по конструкции делят на: винтовые — с подачей пишущего стержня
вращением одной из деталей; цанговые — с зажимом пишущего стержня разрезной
втулкой-цангой и подачей стержня нажимом кнопки; многоцветные — с двумя,
четырьмя и более стержнями, выдвигаемыми поочерёдно из магазина.
Рисование ― приятное и полезное занятие для любого возраста. И один из самых любых художественных материалов любого ребёнка ― карандаши. Но мало кто из нас знает, как делают карандаши, какую древесину используют в этих целях. Примечательно, что создание этих канцелярских изделий выполняется на каждой фабрике по-своему. Редакция сайт провела своё расследование и расскажет историю возникновения карандаша и технологию его изготовления.
История карандаша началась приблизительно 300 лет назад, когда вместо свинца стали использовать новый минерал ― графит. Но он очень мягкий, и поэтому в графитную массу стали добавлять глину. От этого графитный стерженёк становился твёрже и прочнее. Чем больше глины, тем твёрже карандаш . Поэтому и бывают карандаши разных видов: твёрдый, средний и мягкий.
Но он очень мягкий, и поэтому в графитную массу стали добавлять глину. От этого графитный стерженёк становился твёрже и прочнее. Чем больше глины, тем твёрже карандаш . Поэтому и бывают карандаши разных видов: твёрдый, средний и мягкий.
Но графит ещё и сильно пачкается, поэтому у него появилась «одежда». Она стала деревянной. Оказывается, не каждое дерево подойдёт для изготовления корпуса карандаша. Нужно дерево, которое легко строгать и резать, но оно при этом не должно лохматиться. Идеальным оказался для этой цели сибирский кедр.
В графитную массу подмешивают ещё жир и клей. Это для того, чтобы графит легче скользил по бумаге и оставлял насыщенный след. Так, около двухсот лет назад карандаш стал похож на тот, что мы привыкли видеть.
Как делали карандаши
Изготавливали карандаши тогда вручную. Разбавленную водой смесь графита, глины, жира, сажи и клея заливали в отверстие в деревянной палочке и специальным образом выпаривали. Один карандаш изготавливали около пяти дней, и стоил он очень дорого. В России производство карандаша организовал Михаил Ломоносов в Архангельской губернии.
В России производство карандаша организовал Михаил Ломоносов в Архангельской губернии.
Карандаш постоянно совершенствовался. Круглый карандаш скатывается со стола, поэтому придумали делать его шестигранным. Затем для удобства в верхнюю часть карандаша поместили стирательную резинку. Появились цветные карандаши, в которых вместо графита в грифелях используется мел со специальным клеем (каолин) и красящим веществом.
Люди продолжали искать материал для замены древесины. Так появились карандаши в пластмассовой оправе. Был изобретён механический карандаш в металлическом корпусе. Сейчас выпускаются ещё и восковые карандаши.
Карандаш от начала создания и до готовой продукции проходит через 83 технологические операции, при его изготовлении используется 107 видов сырья и материалов, а цикл производства составляет 11 дней.
Из какого дерева делают карандаши в наше время?
В большинстве случаев ― из ольхи и липы, которых на территории России огромное количество. Ольха является не самым прочным материалом, зато у неё равномерное строение, что упрощает процесс обработки и сохраняет естественный природный цвет. Что касается липы, то она отвечает всем эксплуатационным требованиям, а потому используется при производстве и дешёвых, и дорогих карандашей. За счёт хорошей вязкости материал прочно удерживает грифель. Уникальный для создания карандашей материал ― кедр, который широко применяется на заводах в России. Примечательно, что используется не здоровая древесина, а экземпляры, которые уже не дают орехов.
Ольха является не самым прочным материалом, зато у неё равномерное строение, что упрощает процесс обработки и сохраняет естественный природный цвет. Что касается липы, то она отвечает всем эксплуатационным требованиям, а потому используется при производстве и дешёвых, и дорогих карандашей. За счёт хорошей вязкости материал прочно удерживает грифель. Уникальный для создания карандашей материал ― кедр, который широко применяется на заводах в России. Примечательно, что используется не здоровая древесина, а экземпляры, которые уже не дают орехов.
Стержень: какая основа
Производство карандашей ведётся с применением специального стержня. Графитный грифель состоит из трёх компонентов ― графита, сажи и ила, к которым часто добавляются органические связующие. Причём графит, в том числе и цветной, является постоянным компонентом, так как именно грифель оставляет на бумаге след. Стержни создаются из тщательно подготовленной массы, которая имеет определённую температуру и влажность. Вымешанное тесто специальным прессом формуется, затем пропускается через оборудование с дырочками, что делает массу похожей на лапшу. Эта лапша формируется в цилиндры, из которых выдавливаются стержни. Остается только их прокалить в специальных тиглях. Затем стержни подвергаются обжигу, а после него выполняется жировка: образовавшиеся поры под давлением и при определённой температуре заполняются жиром, стеарином или воском.
Вымешанное тесто специальным прессом формуется, затем пропускается через оборудование с дырочками, что делает массу похожей на лапшу. Эта лапша формируется в цилиндры, из которых выдавливаются стержни. Остается только их прокалить в специальных тиглях. Затем стержни подвергаются обжигу, а после него выполняется жировка: образовавшиеся поры под давлением и при определённой температуре заполняются жиром, стеарином или воском.
Как делают цветные карандаши?
Здесь принципиальное отличие имеет, опять же, стержень, который производится из пигментов, наполнителей, жирующих компонентов и связующего вещества. Процесс производства стержня следующий:
Изготовленные стержни укладываются в специальные желобки на дощечке и накрываются второй дощечкой;
Обе дощечки склеиваются клеем ПВА, при этом стержень не должен приклеиться;
Торцы склеенных дощечек выравниваются;
Выполняется препарирование, то есть добавление жира в уже имеющуюся смесь.
Примечательно, что производство карандашей ведётся с учётом потребительских свойств изделий.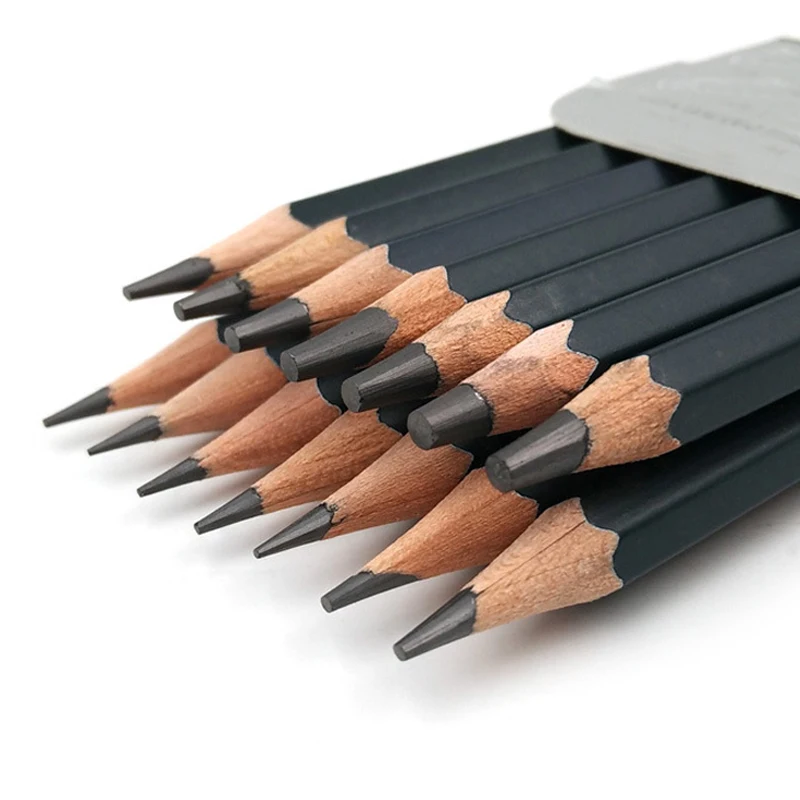 Так, дешёвые карандаши создаются из древесины не самого высокого качества, точно такая же ― не самая качественная ― и оболочка. А вот карандаши, которые используются в художественных целях, делают из качественной древесины, которая имеет двойную проклейку. В зависимости от того, из чего сделан карандаш, будет выполняться и его заточка. Считается, что аккуратная стружка получается, если изделия сделаны из древесины сосны, липы или кедра. Кроме того, важно, чтобы грифель был качественно проклеен ― такой карандаш даже при падении не сломается.
Так, дешёвые карандаши создаются из древесины не самого высокого качества, точно такая же ― не самая качественная ― и оболочка. А вот карандаши, которые используются в художественных целях, делают из качественной древесины, которая имеет двойную проклейку. В зависимости от того, из чего сделан карандаш, будет выполняться и его заточка. Считается, что аккуратная стружка получается, если изделия сделаны из древесины сосны, липы или кедра. Кроме того, важно, чтобы грифель был качественно проклеен ― такой карандаш даже при падении не сломается.
Какой должна быть оболочка?
От оболочки зависит простота и красота карандаша. Так как делают карандаши из дерева, то она должна отвечать следующим требованиям: мягкости, прочности и лёгкости.
В процессе эксплуатации оболочка должна
Не ломаться или крошиться, как и весь корпус;
Не расслаиваться под воздействием природных факторов;
Иметь красивый срез ― гладкий и блестящий;
Быть стойкой к влаге.
Какое оборудование используется?
Производство карандашей ведётся с использованием разнопланового оборудования. Например, очистка глины, из которой впоследствии будет создаваться графитный стержень, требует наличия специальных мельниц и дробилок. Обработка перемешанного теста ведётся на винтовом прессе, где из теста вальцами с тремя разными зазорами формируется сам стержень. Для этих же целей применяется фильера с отверстиями. Сушка деревянных заготовок выполняется в сушильных шкафах, где изделия подвергаются вращению в течение 16 часов. При хорошей просушке древесина обретает уровень влажности максимум в 0,5 %. Что касается цветных карандашей, то они тепловой обработке не подвергаются ввиду наличия в них наполнителей, красителей и жирующих компонентов. На специальном станке выполняется торцовка карандашей в длину.
Например, очистка глины, из которой впоследствии будет создаваться графитный стержень, требует наличия специальных мельниц и дробилок. Обработка перемешанного теста ведётся на винтовом прессе, где из теста вальцами с тремя разными зазорами формируется сам стержень. Для этих же целей применяется фильера с отверстиями. Сушка деревянных заготовок выполняется в сушильных шкафах, где изделия подвергаются вращению в течение 16 часов. При хорошей просушке древесина обретает уровень влажности максимум в 0,5 %. Что касается цветных карандашей, то они тепловой обработке не подвергаются ввиду наличия в них наполнителей, красителей и жирующих компонентов. На специальном станке выполняется торцовка карандашей в длину.
Как делают карандаши
В производственном процессе важную роль играет просушка. Она выполняется в специальных колодцах с помощью станков, причём дощечки укладываются так, чтобы просушка была максимально эффективной. В этих колодцах сушка выполняется примерно 72 часа, затем дощечки сортируются: все треснувшие или некрасивые изделия отбраковываются. Отобранные заготовки облагораживаются парафином, калибруются, то есть на них вырезаются специальные канавки, где будут расположены стержни.
Отобранные заготовки облагораживаются парафином, калибруются, то есть на них вырезаются специальные канавки, где будут расположены стержни.
Теперь используется фрезерно-пропускная линия, на которой выполняется разделение блоков на карандаши. В зависимости от того, какой формы ножи используются на данном этапе, карандаши получаются или круглой, или гранёной, или овальной формы. Важную роль играет крепление грифеля в деревянном корпусе: это должно делаться прочно и надёжно, что снижает риск выпадения элементов грифеля. Упругий клей, который используется для связки, делает грифель прочнее.
Современные простые и цветные карандаши представлены в огромном разнообразии дизайнов и цветов. Так как делают карандаши в заводских условиях, здесь уделяют пристальное внимание каждому этапу производства.
Окраска ― один из важных этапов, так как она должна отвечать целому ряду требований. Для отделки поверхности используется метод экструзии, а торец отделывается окунанием. В первом случае карандаш проходит через грунтовочный аппарат, где в конце конвейера он переворачивается для нанесения следующего слоя. Таким образом, получается равномерное покрытие.
Таким образом, получается равномерное покрытие.
В России есть две крупные фабрики по производству карандашей. Карандашная фабрика им. Красина в г. Москве ― первое государственное предприятие в России по выпуску карандашей в древесной оболочке. Фабрика основана в 1926 году. Вот уже более 72 лет она является крупнейшим производителем канцелярских товаров.
Сибирская карандашная фабрика в г. Томске . В 1912 году царское правительство организовало в Томске фабрику, которая пилила кедровую дощечку для производства всех выпускаемых в России карандашей. В 2003 году фабрика значительно увеличила ассортимент выпускаемой продукции и вывела на рынок новые марки известных своим качеством карандашей «Сибирский кедр» и «Русский карандаш » с хорошими потребительскими характеристиками. Карандаши новых марок заняли достойное место среди недорогих карандашей отечественного производства, изготовленных из российских экологически чистых материалов.
В 2004 году карандашная фабрика была продана чешской компании KOH-I-NOOR. На фабрику поступили инвестиции, и появились новые возможности для распространения продукции не только на внутреннем, но и на мировом рынке канцелярских товаров.
На фабрику поступили инвестиции, и появились новые возможности для распространения продукции не только на внутреннем, но и на мировом рынке канцелярских товаров.
Будет невозможно обойтись. Все наброски осуществляются с помощью этой канцелярской принадлежности, следы от которой всегда можно стереть ластиком. Это изделие достаточно простое, но производится оно очень сложно, в несколько этапов.
Во время изготовления карандаша используется более сотни материалов и проводится несколько десятков различных действий при помощи специализированного оборудования, а также в ручном режиме. Кто бы мог подумать, что этот небольшой предмет, предназначенный для рисования, производится около 11 дней.
Чтобы понять, насколько сложен и в то же время последователен процесс производства необходимо посмотреть на него со стороны. Для этого можно посетить самое известное в России предприятие, специализирующееся на производстве карандашей — завод имени Красина. Эта фабрика начала свою работу 90 лет назад. Кстати, в этом году она отметила свой юбилей. Своему существованию в той или иной степени предприятие обязано поддержке, оказываемой со стороны правительства.
Главное задачей представителей власти того времени была борьба с безграмотностью. Поэтому было важно начать производить канцелярские изделия в достаточном количестве и сделать их доступными для всего населения без исключения. С развалом СССР производством карандашей занималась исключительно на этом предприятии. На этом заводе изготавливается все необходимое сырьё, без которого невозможно сделать готовую продукцию. Итак, каковы основные этапы производства карандашей?
Основные этапы производства
На фабрику доставляют специальные дощечки из липы, которые в начале производства даже не пригодятся. Предварительно следует изготовить пишущие стержни, без которых невозможно себе представить не один карандаш. Делается это в специальном цехе. В качестве сырья для изготовления стержней применяют графит и глину. Первым шагом на пути приготовления смеси является процесс измельчения глины, после чего она перемещается к перемалывающему оборудованию.
Далее на специальной установке смесь очищается от различных примесей, камешков, частиц грязи и прочих посторонних элементов, а потом подвергается еще нескольким видам обработки с целью получения качественного продукта. Для изготовления грифелей используют только натуральные компоненты, поэтому переживать за безопасность точно не придётся.
Следующий этап — прессование. В этом производстве отсутствуют отходы, потому что их применяют вторично. На данном участке изготавливают уже готовые стержни, но их еще не помещают в карандаши, они предварительно должны быть подвергнуты ещё ряду различных манипуляций.
Процесс производства стержней можно сравнить с процедурой экструдирования кормов для животных. Подготовленная смесь выдавливается из отверстия специального шланга. Далее она помещается в специально подготовленную для этих целей ёмкость, и просушивается более 15 часов. И это ещё не всё. Процесс сортировки качественных стержней осуществляется в ручном режиме. Это длительный и непростой процесс, требующий особой внимательности и усидчивости.
После отсортировки стержней они прокалываются в специальном устройстве. Отжиг происходит при температуре порядке 1200 градусов по Цельсию. От этого будет зависеть качество стержня и твёрдость карандаша. После окончания процедуры отжига стержни наполняют жиром. Это делается для того чтобы стержень начал легко скользить, хорошо отображаться на бумаге и стираться ластиком без прикладывания особых усилий. Стоит отметить, что все выпускаемые карандаши могут отличаться друг от друга по степени твёрдости и мягкости. Для этого применяются различные компоненты: кондитерский жир, саломас, воск и т.д. После окончания всех необходимых процедур стержни отправляют на сборку, где с помощью специальных станков и дощечек в карандаше делают канавку, через которую вставляется стержень.
При помощи режущей части станка в дощечке вытачивают канавки. Дощечки в автоматическом режиме, отправляются в обойму, а на другом станке стержни размещают в дощечки, потом склеиваются, а затем их оставляют сохнуть под прессом. При этом стержень не приклеивается к дощечкам. Стержень находится внутри древесины и никуда не девается благодаря натягу деревянной оболочки.
При этом стержень не приклеивается к дощечкам. Стержень находится внутри древесины и никуда не девается благодаря натягу деревянной оболочки.
Когда заготовка высохнет, её пилят при помощи фрезы на несколько карандашей. После окончания всех основных процессов на выходе получаются готовые канцелярские изделия, которые, тем не менее, ещё не готовы для продажи, так как они не окрашены.
На специальном оборудовании карандаши грунтуют. Для покраски этих канцелярских принадлежностей используют специальные эмали, которые также производят на заводе.
Особая покраска и оригинальная форма карандашей
В продаже можно увидеть карандаши, которые весьма оригинально покрашены, как будто с разводами. Для этого прибегают к особой технологии. Канцелярские принадлежности после покраски оставляют сушиться. Для того чтобы всё получилось максимально ровно проводится процедура механической обработки краёв. Изделие маркируют. Оборудование при этом работает с огромной скоростью. Готовые изделия непрерывно попадают в поддон..jpg)
На предприятии изготавливают эти изделия необычной расцветки, а также оригинальной формы, например, овальные, казалось бы, это и вовсе невозможно, но не тут-то было. Подобные изделия широко применяются при проведении ремонтных и строительных работ. Перед тем как упаковать карандаши их вручную перебирают, проверяют на целость, оценивают качественные характеристики и т.д. Занимаются этим сотрудники завода, некоторые из которых специализируются на этом всю жизнь.
После выпуска карандашей их обязательно тестируют на качество в специальной лаборатории, осваиваются новые технологии производства с целью сокращения временных и денежных затрат. На фабрике производят карандаши для профессионалов и любителей под различные нужды.
Экономика производства карандашей — Pencils.com
Как и в случае с любой другой промышленной продукцией, экономика производства карандашей определяется рядом факторов.
Эти факторы затрат включают:
- стоимость сырья (дерево, графит, глина, латунь или алюминий для наконечников, лаковых компонентов и т. д.)
- Стоимость деталей или других готовых компонентов, используемых для сборки карандаша
- стоимость транспортировки и обработки различных используемых материалов и готовой продукции на заводе
- затраты на оплату труда и льготы для заводских рабочих служащих
- стоимость энергии
- стоимость расходных материалов, используемых для обслуживания оборудования
- стоимость государственных постановлений (налоги, пошлины, соблюдение правил безопасности, труда или охраны окружающей среды)
- стоимость капитала (деньги, используемые для покупки оборудования, закупки и содержания запасов сырья, деталей, расходных материалов и готовой продукции)
- стоимость управления
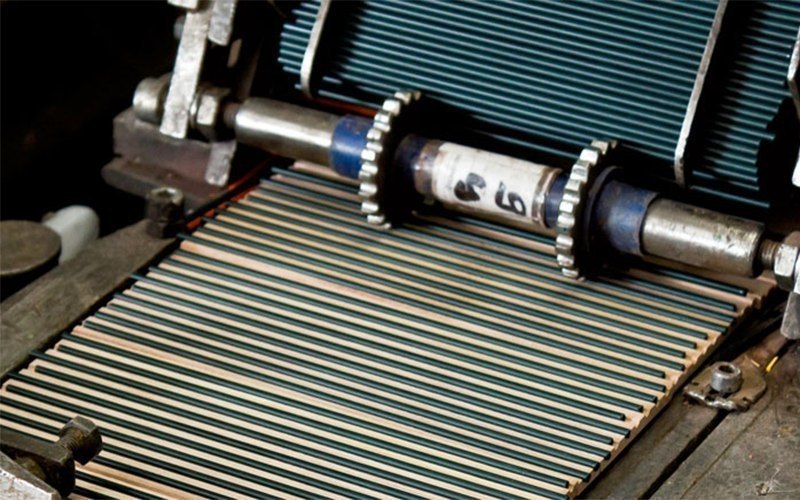 д.)
д.)Карандашные компании принимают ряд важных решений относительно этих затрат в рамках своей деятельности.Некоторые из наиболее важных решений включают в себя:
Производитель карандашей стремится минимизировать затраты на производство карандашей при желаемом уровне качества и количестве продукции и продавать все эти карандаши дороже, чем себестоимость, чтобы получить прибыль.
Все эти решения принимаются в рамках рынка и конкуренции, с которой производитель карандашей сталкивается за свой бизнес со стороны других производителей. Уровень конкуренции может иметь большое влияние на прибыль в отрасли или сегменте рынка карандашей.Каждая компания пытается сосредоточиться на своих конкурентных преимуществах по сравнению с другими производителями карандашей и на том, что она может сделать лучше других. Вот почему разные компании специализируются только на определенных рынках или ассортименте продукции, пытаясь выделиться.
В наши дни типичные желтые карандаши для письма и детские цветные карандаши обычно считаются товаром. То есть один продукт от одного производителя рассматривается покупателем более или менее так же хорошо, как и другой, точно так же, как кукуруза с одной фермы более или менее такая же, как кукуруза с другой фермы.Когда это происходит, цена часто становится ключевым фактором при покупке карандашей. Тогда становится труднее получать прибыль без сильного имени бренда или других отличительных черт с точки зрения характеристик или производительности продукта.
Ключевым фактором, влияющим на конкуренцию, является растущий уровень международной торговли. По мере того, как все больше рынков открывалось для большего количества производителей из большего количества стран мира, карандашная промышленность, как и многие другие, глобализировалась. Многие более бедные страны, такие как Китай, Индонезия и Индия, резко увеличили производство и экспорт карандашей из-за общего преимущества в стоимости материалов, рабочей силы и ослабления нормативно-правовой базы.
О планках для карандашей – CalCedar
Правильная порода древесины, производственные знания и устойчивый доступ к сырью являются ключевыми факторами успешного производства планок для карандашей
Планки для карандашей — это деревянный компонент, используемый производителями карандашей для производства карандашей в деревянной оболочке. На изображении ниже показаны основные этапы процесса перехода от блока древесины кедра ладана к готовому карандашу (за исключением конкретных процессов производства других ключевых компонентов карандаша, таких как графитовые стержни, ластики, наконечники и т. д.).). Исторически сложилось так, что в 19-м и начале 20-го веков большинство производителей карандашей были вертикально интегрированы от приобретения древесины до готовых карандашей, а также в другие ключевые компоненты производства карандашей. Со временем усилилась специализация в различных аспектах производства. Таким образом, несмотря на то, что в отрасли по-прежнему существует широкий спектр вертикальной интеграции, обычно большинство производителей карандашей сегодня покупают планки для карандашей (этап № 3 ниже) у специализированных поставщиков, таких как California Cedar Products Company.
д.).). Исторически сложилось так, что в 19-м и начале 20-го веков большинство производителей карандашей были вертикально интегрированы от приобретения древесины до готовых карандашей, а также в другие ключевые компоненты производства карандашей. Со временем усилилась специализация в различных аспектах производства. Таким образом, несмотря на то, что в отрасли по-прежнему существует широкий спектр вертикальной интеграции, обычно большинство производителей карандашей сегодня покупают планки для карандашей (этап № 3 ниже) у специализированных поставщиков, таких как California Cedar Products Company.
Для более полного описания процесса изготовления карандашей, показанного здесь, посетите нашу страницу Pencil Making Today на сайте Pencils.com.
Учитывая меняющуюся конкуренцию, промышленное развитие и нормативно-правовую среду во всем мире, сегодня для производства карандашей в деревянном корпусе используется больше различных пород дерева, чем когда-либо прежде. Каждый отдельный вид имеет определенные преимущества и недостатки и предлагает ряд экономических, экологических и технических преимуществ. Как правило, конечные потребители плохо осведомлены о различных типах древесины для карандашей, но могут сталкиваться с особыми преимуществами или недостатками данной породы при использовании карандашей и связывать такие характеристики с конкретными брендами или продуктами, которые они могли использовать.
Как правило, конечные потребители плохо осведомлены о различных типах древесины для карандашей, но могут сталкиваться с особыми преимуществами или недостатками данной породы при использовании карандашей и связывать такие характеристики с конкретными брендами или продуктами, которые они могли использовать.
Конечно, есть и другие очень важные факторы, определяющие качество карандашей, помимо древесины. Тем не менее, древесина, как правило, является самым дорогим компонентом сырья для готовых карандашей, и поэтому все чаще используются более дешевые, более низкого качества и часто менее экологически безопасные породы, которые влияют как на качество, так и на другие важные ценности.Таким образом, надежное снабжение древесиной, управление стоимостью древесины и техническими характеристиками по всей производственной цепочке до окончательной заточки карандаша и конечного использования являются важнейшим компонентом конкурентоспособности. Экологические, потребительские и другие социальные ценности также приобретают все большее значение и стали ключевыми факторами при внедрении процессов сертификации третьей стороной и других вопросов соблюдения нормативных требований в отношении поставок древесины для карандашной промышленности.
Технические ноу-хау, вариативность процессов и опыт производства планок для карандашей у производителей по всему миру весьма различаются.Таким образом, не только выбор породы дерева может оказать существенное влияние на характеристики любой конкретной древесины как при производстве, так и при конечном использовании карандашей. Обширные знания о факторах производства, доступе к поставкам, знание рынка и техническое развитие необходимы, чтобы преуспеть и остаться производителем планок для карандашей в современном динамичном мире.
Являясь ведущим мировым поставщиком планок для карандашей, производители карандашей по всему миру полагаются на компанию California Cedar Products, которая удовлетворяет свои потребности в поставках древесины при производстве карандашей самых известных мировых брендов.Для получения дополнительной специфики на возможностях SLAT SLAT SLAT CARTEDAR прочитайте эту страницу и изучите наши специфические диапазоны и виды продукции SLAT и виды, в том числе:
Японских аниматоров в карандаш Периль над производством HALT
Chang-Ran Kim, SAM NUSSEY
Токио (Reuters) — аниматоры Японии теряют одну из инструментов своей торговли после того, как Mitsubishi карандаш сказал на этой неделе, это будет масштабировать бегущая линия цветных карандашей.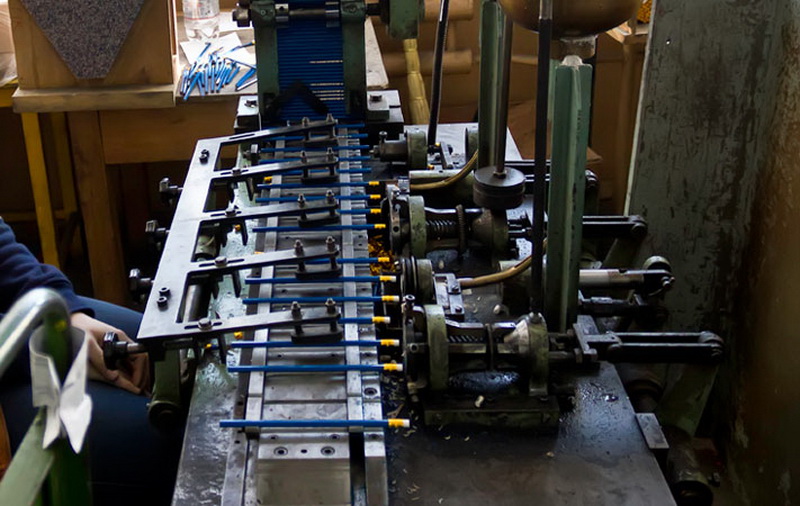
Mitsubishi карандаш уменьшит свою 7700 линейку твердых цветных карандашей в одну красную итерацию, начиная с июня.Три цвета, подлежащие вырезанию, — оранжевый, желто-зеленый и бледно-голубой — были спасены от более широкой выбраковки в 2015 году после возмущения анимационной индустрии.
«Линия 7700 является незаменимым инструментом для производства анимации, оказывая большое влияние на отдельных лиц и компании, ожидаемое к концу производства», — говорится в заявлении Ассоциации японских аниматоров.
Знаменитая японская индустрия манги и аниме использует все больше цифровых инструментов, но многие художники по-прежнему прикладывают карандаш к бумаге во время трудоемкого производственного процесса.
Mitsubishi Pencil сказал, что проблемы с закупками привели к решению. Представитель компании отказался уточнить, какое именно сырье находится в дефиците, является «коммерческой тайной».
Компания, основанная в 1880-х годах, не раскрывает данные о продажах карандашей, сказала она, добавив, что «мы пользуемся устойчивым спросом со стороны основной группы пользователей в анимационной индустрии».
В Японии преобладает традиционная анимация, в отличие от компьютерной анимации, популяризируемой студией Disney Pixar.
Несмотря на то, что твердые карандаши полезны для точной работы, такой как анимация и технические документы, они могут быть неумолимы для любителя.
«Линия 7700 больше не продается», — сказал Наоя Нагацума, владелец токийского магазина канцелярских товаров Soumaya Genshirou Shouten в 11-м поколении.
Его многовековой бизнес до сих пор торгует красными карандашами 7700, которые раньше пользовались популярностью у архитекторов при составлении чертежей.
Эта работа уже давно оцифрована. «Я, вероятно, продаю примерно один красный карандаш 7700 на каждые 3000 обычных красных карандашей.— сказал Нагацума.
Репортаж Чанг-Ран Ким и Сэма Насси; монтаж Джерри Дойла
Производитель карандашей извлекает выгоду из США, перемещая производство за границу
Компания Dixon Ticonderoga продала миллионы культовых желтых карандашей № 2, которые американские дети брали в школу в этом месяце.
Но 223-летняя фирма выжила, полагаясь не только на свою репутацию производителя прочных и надежных пишущих инструментов. Ключевой частью его подхода было использование U.торговое право S., чтобы воспользоваться государственными льготами и защитой, поскольку оно также переместило почти все производство карандашей в Мексику и Китай.
Компания собрала почти 5 миллионов долларов федерального финансирования, предназначенного для жертв злоупотреблений в сфере внешней торговли, с 2005 года и запросила еще миллионы, согласно отчетам Таможенной и пограничной службы. А тот факт, что у компании есть дистрибьюторский центр в Джорджии, позволил Dixon успешно обратиться к правительству США с просьбой ввести пошлину или налог в размере 114,9% для китайских конкурентов, что более чем вдвое увеличивает затраты для некоторых других производителей карандашей.
Но даже несмотря на то, что она получает эту защиту, ее статус как американской фирмы остается неясным. Компания сократила сотни рабочих мест, а ключевое агентство США сняло с Dixon статус «отечественного» производителя, потому что на заводе в Джорджии она производила очень мало карандашей.
В таких розничных магазинах, как Staples, Target и Amazon.com, The Washington Post не удалось найти ни одного карандаша Dixon, произведенного в Соединенных Штатах. The Post приобрела два набора карандашей у Staples.com и Amazon.com, которые рекламировались на их веб-страницах как произведенные в Соединенных Штатах, но карандаши, пришедшие по почте, были произведены в Мексике.(Главный исполнительный директор Amazon Джефф Безос владеет The Post.)
Dixon, основанная в Нью-Джерси в 1795 году, была приобретена итальянской компанией в 2005 году, и неясно, есть ли вообще у ее американского предприятия исполнительный директор.
«Это своего рода секретный бизнес, — сказал Майк Смит, президент конкурирующей компании Musgrave Pencil из Теннесси. — Нас осталось не так много.
Экономические силы, которые изменили Диксон, теперь являются предметом ожесточенных дебатов в Вашингтоне и во всем мире.Президент Дональд Трамп пытается переписать соглашения о свободной торговле, по крайней мере одно из которых было частью эволюции Диксона, утверждая, что существующая политика позволяет компаниям использовать дешевую иностранную рабочую силу и сокращать американские рабочие места.
Однако некоторые компании пошли гораздо дальше, не только переместив рабочие места за границу, но и используя политику правительства США как способ получить больше доходов и поставить конкурентов в невыгодное положение.
Корпоративная штаб-квартира фирмы находится во Флориде, но большая часть ее оставшейся части находится в США.S. Operation — это распределительный центр в Мейконе, штат Джорджия, где компания заявила — в документах, поданных в торговый суд США, — что она по-прежнему производит нераскрытое количество карандашей. В соответствии с федеральным законодательством и постановлениями Диксон может использовать этот распределительный центр в качестве основы для получения различных видов государственной помощи.
Однако мало что известно об этом распределительном центре Macon. Комиссия экономического развития Мейкона недавно сообщила, что на объекте работает всего 17 человек.Комиссия по международной торговле США, независимое федеральное агентство, занимающееся расследованием торговых споров, постановило, что Dixon производит там так мало карандашей, что больше не считает компанию «отечественным» производителем.
Компания заявляет, что во всем мире ежегодно производит около 500 миллионов карандашей, но не раскрывает никаких подробностей о своем производстве в США. Он отклонил просьбу The Post посетить объект. Фотографии распределительного центра Macon, размещенные сотрудниками в Facebook, дают лишь ограниченное представление о его работе, на них видно несколько картонных коробок с пометкой «Сделано в Китае».
«Обычно мы не приглашаем людей на наши производственные предприятия, учитывая их деликатность, — сказал Карлос Рейес, вице-президент Dixon по маркетингу. Он сказал, что компания не будет предоставлять The Post больше информации.
По данным NPD Group, компании, которая отслеживает рыночные тенденции,американских потребителя ежегодно тратят около 557 миллионов долларов на карандаши. Популярность карандашей в американской жизни померкла, но в конце каждого лета наблюдается всплеск продаж, когда родители набивают рюкзаки своих детей в первый день в школе.
Раньше рынок карандашей был большим бизнесом. Dixon была одной из самых крупных и считала свои карандаши лучшими, ссылаясь на американский кедр и графитовый наконечник, способный выдержать грубые детские каракули.
Dixon была одной из самых крупных и считала свои карандаши лучшими, ссылаясь на американский кедр и графитовый наконечник, способный выдержать грубые детские каракули.
Dixon Ticonderoga остается необходимой компанией по производству карандашей для некоторых школ США, в том числе в округе Колумбия, согласно спискам школьных принадлежностей. Крупные розничные продавцы США продают заточенные и незаточенные карандаши Dixon в коробках, а некоторые продают упаковки по 30 штук примерно за 6 долларов.
Но подавляющее большинство, если не все, этих карандашей сделаны за границей. Это связано с тем, что после десятилетий роста отечественная карандашная промышленность была уничтожена, начиная с середины 1990-х годов, когда рабочие места ушли в Мексику, а затем в Китай, а дешевый импорт карандашей иностранного производства хлынул в Соединенные Штаты.
Это было внезапное изменение длинной траектории.
С момента своего основания Dixon Ticonderoga нашла способы массового производства карандашей и усовершенствования состава графита, а не свинца, из которого состоит угольный наконечник. В период своего расцвета у Dixon были предприятия в Нью-Джерси, Флориде и на Среднем Западе.
В период своего расцвета у Dixon были предприятия в Нью-Джерси, Флориде и на Среднем Западе.
В 1954 году компания открыла производственное предприятие в Мексике, но только в середине 1990-х эта часть бизнеса стала критической.
Китай, набиравший в то время экономическую мощь, начал экспортировать огромное количество ультрадешевых карандашей, что стало прямым вызовом американским производителям. Поэтому Диксон и другие призвали Министерство торговли разработать нормативный акт, основанный на законе 1930 года, который бы ограничивал карандашный бизнес Китая.В соответствии с этим правилом 1994 года производители карандашей в США могли обратиться в министерство с ходатайством об установлении высокого налога на китайские компании, обнаружившие «сброс» карандашей.
В то же время, когда они отбивались от Китая, Соединенные Штаты стремились увеличить торговлю с Мексикой посредством Североамериканского соглашения о свободной торговле, пакта о свободной торговле 1994 года между Соединенными Штатами, Канадой и Мексикой. Карандашная промышленность США рассматривала это как важный способ выживания.
Карандашная промышленность США рассматривала это как важный способ выживания.
«Это единственный способ, которым мы можем конкурировать с Азией, — сказал Orlando Sentinel в 1999 году Джино Пала, тогдашний председатель Dixon.«Я настроен оптимистично в отношении Мексики и бизнеса, который у нас там есть».
Но Мексика оказалась не только инструментом конкуренции — она стала ступенькой к массовому перемещению рабочей силы. А попытки сдержать Китай провалились. Примерно в 2000 году Диксон открыл производственный филиал в Китае.
В 2002 году Dixon закрыла свой завод в Сандаски, штат Огайо, угольный завод, который считается старейшим в штате, сократив 115 рабочих мест. Компания переносила операции в Мексику и попросила некоторых из своих рабочих из Огайо обучить их замену.Тогдашний менеджер завода Джим Александер сказал Toledo Blade, что завод устарел и требует больших затрат в эксплуатации.
Роджер Библер, глава местного профсоюза работников, сказал, что сотрудники были ошеломлены. Он сказал, что у него сложилось впечатление, что завод работает хорошо, всегда полон опытных рабочих.
Он сказал, что у него сложилось впечатление, что завод работает хорошо, всегда полон опытных рабочих.
«Наш старший мужчина вышел оттуда через 51 или 52 года и плакал, как младенец», — сказал Библер в интервью. Он сказал, что больше никогда не покупал карандаш Dixon Ticonderoga после того дня.
Компания пригласила нескольких мексиканских рабочих на завод в Сандаски и попросила рабочих из Огайо обучить их замену, но большинство отказалось.
«Нет никакой другой цели переехать, кроме того, что вам нужна более дешевая рабочая сила, и вы хотите заработать больше денег для собственного кармана», — сказал Библер. «Я думаю, что они перешли от качества к количеству за меньшую сумму денег».
Переезд в Мексику был прелюдией к последующим, более масштабным шагам в сторону глобализации. В 2005 году, после 210 лет независимости U.S. Dixon была приобретена Fabbrica Italiana Lapis ed Affini, итальянской фирмой, производящей карандаши, товары для творчества и ряд других товаров.
В том же году Ричард Аста, тогдашний исполнительный директор Dixon, объявил, что закрывает главную фабрику по производству карандашей в США в Версале, штат Миссури.
Комиссия по международной торговле, отвечающая за проверку воздействия постановления Министерства торговли каждые пять лет, заявила в прошлогоднем отчете, что производство карандашей Dixon сокращается и составляет лишь небольшую часть от того, что было десять лет назад.(Агентство не сообщило точных цифр.)
«Главный интерес Dixon Ticonderoga заключается не в внутреннем производстве», — говорится в отчете ITC — характеристика, против которой Диксон протестовала, но безрезультатно.
В более широком смысле комиссия заявила, что отрасль отказалась от специальных карандашей (таких как карандаши для гольфа) и рекламной продукции, потому что китайский импорт опустошил традиционные рынки.
«Американские компании по производству карандашей начали умирать одна за другой из-за этого импорта», — сказал Генри Петроски, профессор Университета Дьюка и автор книги «Карандаш: история дизайна и обстоятельств».
Он сказал, что Dixon «была единственной маркой карандашей, сделанной в Америке, которая практически уцелела».
— — —
Но даже несмотря на то, что Dixon все чаще переводила свой карандашный бизнес за границу, чтобы выжить, она стремилась использовать защиту, которую Конгресс предоставил для сохранения отечественной промышленности.
В 2000 году законодатели приняли Закон о продолжении демпинга и компенсации субсидий, который позволил американским компаниям взимать часть пошлин, уплачиваемых импортерами продукции их конкурентов.Dixon неоднократно заявляла, что является отечественным производителем, а правительство перечисляло компании платежи в течение 10 лет на общую сумму почти 5 миллионов долларов, согласно отчетам Таможенной и пограничной службы США.
В 2015 году Тимоти Гомес, тогдашний исполнительный директор Dixon, направил письмо в Таможенно-пограничную службу США, в котором говорилось, что компания все еще требует от правительства выплаты для покрытия расходов на изготовление карандашей в размере 149 миллионов долларов. В письме, опубликованном в рамках судебного разбирательства между китайским импортером Dixon и Министерством торговли, он сказал, что Dixon является отечественным производителем и до сих пор производит карандаши в Соединенных Штатах.
В письме, опубликованном в рамках судебного разбирательства между китайским импортером Dixon и Министерством торговли, он сказал, что Dixon является отечественным производителем и до сих пор производит карандаши в Соединенных Штатах.
Гомес покинул компанию в прошлом году и отказался отвечать на вопросы The Post, сославшись на соглашение о конфиденциальности. Компания не сообщила, был ли он заменен.
Последний крупный чек правительства Диксону был отправлен в 2015 году на сумму 189 250,62 доллара.
В то же время компания обратилась в Министерство торговли с ходатайством о введении пошлин на ввоз китайской фирмы Shandong Rongxin Import & Export, которая поставляла карандаши в Соединенные Штаты для крупных U.С. розничные торговцы. В ответ адвокаты Shandong Rongxin заявили, что Dixon больше не производит карандаши в Соединенных Штатах, а это означает, что у нее нет юридического статуса.
Дело рассматривалось в специальном трибунале, известном как Суд по международной торговле США.
Советником Rongxin был Джон «Джей» Кенкель, давний торговый юрист, который всего несколько лет назад помог Dixon разработать стратегию, позволяющую избежать дополнительных налогов на собственный китайский импорт.
Согласно судебным документам, его офис закупил коробки с карандашами Dixon, на которых стояли штампы «Сделано в Мексике» и «Сделано в Китае».Он также процитировал пресс-релиз Управления по охране труда и гигиене труда Министерства труда за 2011 год, в котором упоминалось о 23 нарушениях на заводе Dixon Macon и описывалось, что предприятие печатает «нестандартные рисунки на ручках, карандашах и других письменных принадлежностях».
Kenkel утверждала в этих судебных документах, что Dixon «не представила ни малейшего доказательства в поддержку» аргумента о том, что в последние годы она производила карандаши в Соединенных Штатах.
Однако в суде и документах регулирующих органов Диксон сообщил Министерству торговли, что продолжает производить карандаши в Мейконе. Законодательство США не требует, чтобы компания производила определенное количество карандашей для получения государственных пособий.
Законодательство США не требует, чтобы компания производила определенное количество карандашей для получения государственных пособий.
Проверка Министерства торговли, среди прочего, обнаружила доказательства того, что компания произвела около 1500 коробок карандашей для гольфа, доказательства, которые она сочла достаточными для поддержки позиции компании.
В прошлом месяце федеральный судья вынес решение против Shandong Rongxin, отчасти потому, что компания частично принадлежит китайскому правительству, и сейчас компания решает, подавать ли апелляцию.
Юридические баталии Диксона в некотором роде знаменуют собой последний рубеж американской карандашной индустрии. Некоторые наблюдатели по-прежнему озадачены тем, что вокруг такого простого продукта, как карандаш, до сих пор ведется так много споров.
«Если [китайские компании] хотят производить карандаши и скрепки, какая нам разница?» сказал Фрэнсис Сайлер, бывший чиновник Министерства торговли, который в прошлом представлял как Dixon, так и китайских импортеров карандашей. «У нас есть технологические преимущества во многих других областях.
«У нас есть технологические преимущества во многих других областях.
Удача Диксона с торговой политикой правительства США может скоро закончиться. Пытаясь противостоять способности Китая переманивать такие компании, как Dixon, в Азию, Трамп в этом году ввел тарифы на половину всего китайского импорта в США. Пока он исключил карандаши, но они, скорее всего, станут одной из следующих групп, которые станут мишенью.
Это неизбежно может ударить по большей части производственной базы Dixon, заставив компанию решить, следует ли снова изменить свою деятельность или пересмотреть свою деятельность.Цены на карандаши S. вырастут следующим летом, как раз тогда, когда снова начнутся школьные покупки.
Серийный карандаш оставляет свой след
На протяжении 20-го века тесты, предназначенные для измерения того, что знают учащиеся, менялись, как времена года, но одно оставалось неизменным: инструмент, необходимый для записи таких измерений, — графитный карандаш.
Такого не было в 19 веке, когда один пишущий инструмент сменялся другим. Тем не менее, развитию письменных тестов мешали грубые и непрактичные материалы, доступные для записи и правильных ответов.
Тем не менее, развитию письменных тестов мешали грубые и непрактичные материалы, доступные для записи и правильных ответов.
Но к началу 1900-х карандаш нашел свое применение в классе и в конечном итоге привел к другому и гораздо более простому способу оценивания учащихся.
Раньше ученики использовали грифельные доски или грифельные доски в качестве планшетов для письма в сочетании с грифельными карандашами. Сделанные из слоистого камня, грифельные карандаши писали неуклюже, и, как отмечает Роберт М. У. Трэверс в своей книге «Как исследования изменили американские школы», трение грифеля о поверхность грифельной доски делало письмо медленным и неуклюжим.
«Это было совсем не то, что писать ручкой или [графитным] карандашом. Это было больше похоже на царапанье и не очень гладкое», — говорит Ричард Кейси, разработчик учебных пособий из Исследовательского музея истории образования Блэквелла, расположенного в Университете Северного Иллинойса.
Хотя мел был доступен, этот вид маркера был еще более громоздким и грязным в использовании, говорит Кейси.
Использовать планшеты для сдачи теста тоже было невозможно. Учителя с трудом могли хранить относительно тяжелые планшеты для последующей оценки.Студенты также не могли обходиться без планшетов, которыми они пользовались ежедневно, пишет Трэверс в своей книге 1983 года.
Следовательно, предпочтительным методом оценки учащихся был устный экзамен.
Однако с изобретением и распространением стальной ручки письменный экзамен приобрел популярность в школах в последние годы 19-го века. Студенты могли долго писать с помощью этих устройств, не заправляя ручки, но, конечно, права на ошибку было мало.
Графитовый карандаш существовал задолго до этого, но из-за его дороговизны — некоторые из них продавались по 75 центов за дюжину — его не использовали в школах.
Только в 1866 году, когда Джозеф Диксон получил патент на свой строгальный станок в своей компании в Джерси-Сити, штат Нью-Джерси, началось массовое производство карандашей — 132 карандаша в минуту.
С появлением массового производства цена на карандаш упала, и некоторые из них продавались всего за пенни за штуку.
Спрос на карандаши стал довольно устойчивым, говорит Генри Петроски, автор книги «Карандаш: история замысла и обстоятельств» и профессор гражданского строительства и истории в Университете Дьюка.
К 1870-м годам в США ежегодно продавалось более 20 миллионов карандашей.
В проспекте 1903 года рекламировался пенни-карандаш со встроенным ластиком на конце. Он был популярен, но не среди педагогов. Учителям не нравилась идея ластиков на карандашах, говорит Петроски, потому что они думали, что эта функция побудит учеников быть небрежными.
Но пенни-карандаш без излишеств, сделанный из чистого дерева и лишенный типичной желтой краски и лака, обладал большим преимуществом доступности.
Слияние нового и старого
В 1929 году исследователи из Университета Айовы начали разрабатывать Айовские тесты основных навыков. К следующему десятилетию исследователи соединили новую технологию — электронный сканер бланков ответов — со старой технологией — карандашом.
«Карандаш произвел революцию в возможности автоматической оценки тестов, — говорит Петроски.
Электронная счетная машина появилась на рынке в конце 30-х годов.
Ручная оценка уступила место оптическим считывателям, которые могли определять содержание графита, оставленного карандашом.Однако популярность листов для ответов резко возросла в конце 1950-х годов, когда в Университете Айовы была изобретена гораздо более быстрая модель.
«Эта технология породила стандартизированный тест, — говорит Ларри Ганцелл, вице-президент по управлению продажами корпорации Scantron, производителя форм для электронных ответов.
«Карандаш номер два был достаточно темным, чтобы учителя могли читать, но достаточно светлым, чтобы ученики могли его стирать, — говорит Ганзелл.
А бланки для ответов позволили своевременно сдавать и оценивать большое количество тестов.
Так родился недорогой способ измерить успеваемость тысяч учеников, что невозможно было бы сделать без карандаша.
нигерийцев бесконечно ждут производства карандашей
Любой, кто слишком хорошо знает Нигерию, не ошибется, если смело заявит, что страна застигнута врасплох ее лидерами в том, что касается науки и техники, а также смежных вопросов.
Как технический эксперт, я лично был сбит с толку затянувшейся кислой и жалкой физиономией нигерийской научной индустрии или технологического сектора.Ситуация бесконечно была настолько плачевной, что требуется любой проницательный ум, чтобы выяснить, где именно нигерийцы как народ пошли не так.
Неудивительно, что при вступлении в должность в 2015 году нынешний министр науки и технологий Нигерии доктор Огбонная Ону, по-видимому, была задета плачевной ситуацией и поэтому пообещала, что страна вскоре начнет производить некоторые технологически ориентированные товары на местном уровне.
С учетом квеста в первом квартале 2016 года Dr.Ону, который является выпускником химического машиностроения, сообщил, что Нигерия начнет производить свой собственный карандаш в 2018 году. По его мнению, местное производство такого продукта давно назрело.
По его мнению, местное производство такого продукта давно назрело.
Упомянутый босс выразил надежду, что план, в случае его надлежащей реализации, окажет «значительное влияние» на экономику, поскольку широкой целью министерства является «коммерциализация разработанных идей и результатов исследований на основных уровнях».
Он также хвастался, что нигерийцы будут поражены множительным эффектом, который, по его словам, будет включать создание не менее 400 000 рабочих мест.Это признание, которое казалось искренним, действительно стало «иммунным» усилителем для обеспокоенных и действующих из лучших побуждений нигерийцев.
Когда его спросили, почему его служение решило начать с такого «незначительного» устройства, д-р Ону с гордостью ответил: «Да, я слышал вопросы о том, почему карандаши? Мы выбрали карандаши, чтобы символизировать проблемы, которые у нас есть, и нашу приверженность местному производству».
Министр науки далее подчеркнул, что его министерство уже призвало Агентство развития проектов (PRODA) обеспечить, чтобы Нигерия начала производство рассматриваемого устройства «через два года», начав необходимые комплексные исследования.
Тогда можно задаться вопросом, почему на данный момент, пять лет спустя, ничего не было слышно о предлагаемом производстве карандашей. С тех пор многочисленные нигерийцы прислушиваются к долгожданным «хорошим новостям».
Ужасно, что после шестидесяти шести месяцев таких безумных обещаний соответствующее министерство в настоящее время хранит молчание по поводу предполагаемого поиска. Может быть, в федерации не было нужного сырья или рабочей силы не хватало?
Чтобы я не забыл, нам необходимо принять во внимание материалы, необходимые для организации производства карандашей.Для изготовления карандаша требуются такие предметы, как дерево, графит, краска, возможно, резина и в некоторых случаях алюминий. Помимо каучука, который в основном добывают в южной части Нигерии, дерево, графит и алюминий можно получить практически во всех частях страны.
Примечательно, что Нигерия изобилует этими предметами. Что еще нужно сделать, кроме как задействовать их? Правительство должно создать благоприятную среду и обеспечить, чтобы необходимые налоги, связанные с ожидаемой отраслью, были сведены к минимуму для поощрения потенциальных инвесторов?
У правительства может быть план по созданию такой ожидаемой отрасли и управлению ею самостоятельно. Но повседневное управление такими фирмами не обязательно должно осуществляться государством. Что ему скорее нужно сделать, так это создать элементарную платформу, на которой будут процветать потенциальные частные инвесторы.
Но повседневное управление такими фирмами не обязательно должно осуществляться государством. Что ему скорее нужно сделать, так это создать элементарную платформу, на которой будут процветать потенциальные частные инвесторы.
Очевидно, что главным бедствием демократической системы Нигерии является отсутствие политической воли. Иногда определенное правительство может состоять из здравого и образцового ума, но как только политическая воля отсутствует, это, безусловно, будет выглядеть так, как будто нет доступных знаний и опыта для выполнения или воплощения мыслей в планы, не говоря уже о действиях.
Но при наличии необходимой политической воли, даже при отсутствии здоровых мозгов внутри системы, правительство обязательно протянет руку товарищества знатокам. Короче говоря, если у человека есть высокая идея или цель, но нет ни воли, ни рвения для ее реализации, такой задуманный план, возможно, умрет по прибытии.
Очень грустно, что правительство обещает реализовать конкретную инициативу, но в конечном итоге делает вид, что на самом деле ничего не было сказано. Как ни странно, в некоторых случаях правительство может даже отрицать, что оно когда-либо давало такое обещание, когда сталкивается с гражданами.
Как ни странно, в некоторых случаях правительство может даже отрицать, что оно когда-либо давало такое обещание, когда сталкивается с гражданами.
Когда большинство нигерийцев были огорчены тем, что среди всех продуктов в мире министерство доктора Ону решило уделить внимание «простому» карандашу, моей радости не было предела, потому что, как технический специалист, я знал о таком шаге. будет иметь большое значение для осознания и пробуждения научно-технического сектора страны. Но на данный момент кажется, что всякая надежда потеряна.
Утечка мозгов нанесла невыразимый ущерб экономике Нигерии. Стоит отметить, что такое бесконечное явление обычно происходит в результате неспособности правительства использовать имеющиеся патенты и таланты, проживающие в стране.
В своем выступлении д-р Ону также сообщил, что Федеральный институт промышленных исследований (FIIR) разработал «более 250 исследований до момента коммерциализации». Кроме того, он заявил, что «и в процессе инкубации у нас есть ответственное агентство, которое выпустило до 1000 продуктов».
Это откровение указывает на то, что нам всегда очень трудно выйти за рамки «исследований» и «инкубации». Удивительно даже, что сама исследовательская работа не финансируется должным образом заинтересованными властями.
Следовательно, пора доктору Ону и его команде внедрить политику производства карандашей, прежде чем они обрушат на себя гнев технологий. Они должны заставить прародителей страны гордиться своим существованием.
Нигерия должна начать говорить о проблемах, связанных с технологиями, если она действительно готова взобраться на цифровую гору.Подумай об этом!
Как производитель деревянных карандашей в Теннесси конкурирует с китайским импортом
Карандашная компания Масгрейв производит карандаши в Шелбивилле, штат Теннесси, с 1916 года, помогая городу заслужить прозвище Пенсил-Сити вместе с рядом других производителей.
Согласно семейной истории, Джеймс Рафорд Масгрейв основал компанию Musgrave Pencil Company, полагаясь на обильные местные запасы красного кедра из Теннесси, древесины, которая оказалась идеальной для изготовления карандашей. Он разрезал его на рейки и начал продавать древесину немецким производителям карандашей.
Он разрезал его на рейки и начал продавать древесину немецким производителям карандашей.
Когда влияние Первой мировой войны помешало экспорту планок в Германию, Масгрейв обратился к небольшой группе американских производителей карандашей, чтобы продать свои планки, и в конце концов начал производить и карандаши.
СОБЫТИЯ Влияние тарифов на краснодеревщики США на EBC 2019 Исследовательская группа Freedonia из Огайо представит исходные данные и отчет о состоянии влияния протекционистских тарифов против Китая на США.производители кухонных шкафов из С. во время брифинг-конференции для руководителей 14-16 апреля в Сан-Хосе, Калифорния. |
«Самое забавное в том, что это семейная карандашная фабрика со 100-летней историей, заключается в том, что карандаш — это долговечный объект в разгар перемен, включая технологии и серьезные сдвиги в американском производстве», — говорит Масгрейв Карандаш. Компания.
Компания.
Благодаря стабильному руководству, преданной команде сотрудников, постоянным клиентам и динамичному производственному сообществу в ее родном городе Шелбивилле «мы сильнее, чем когда-либо, предоставляя рабочие места на производстве и выпуская продукцию американского производства», — заявляет компания.Компания создала специальные карандаши и небольшие тиражи по индивидуальному заказу с более высокой стоимостью.
За прошедшие годы иностранная конкуренция съела внутреннее производство карандашей в США, и теперь Musgrave Pencil — последняя компания в Шелбивилле, производящая карандаши. В связи с текущей торговой битвой с Китаем из-за импорта фанеры и краснодеревщиков полезно вспомнить прецеденты антидемпинговых штрафов за мебель для спальни, а до этого штрафы за деревянные карандаши, направленные на защиту США.производителей изделий из дерева.
В торговую битву за демпинг деревянных карандашей, производимых китайскими фирмами, вступил ряд стран — Турция, Мексика и США ввели антидемпинговые пошлины.
 Вот отчет 2005 года отраслевого обозревателя Чарльза «Вудчака» Берольцхаймера из компании California Cedar Products, которая производит деревянные планки, которые служат заготовками для производства карандашей.
Вот отчет 2005 года отраслевого обозревателя Чарльза «Вудчака» Берольцхаймера из компании California Cedar Products, которая производит деревянные планки, которые служат заготовками для производства карандашей.
В США текущая общенациональная антидемпинговая депозитная ставка для карандашей, экспортируемых из Китая в США, составляет 114.9%. Зарегистрированный импортер должен «депонировать» средства на счет условного депонирования при ввозе карандашей. Эта ставка применима ко всем импортируемым китайским карандашам, за исключением случаев, когда конкретный китайский экспортер/производитель прошел административную проверку в Министерстве торговли США (DOC) для проведения аудита своей компании по сниженной ставке.
Однако это дорогостоящий и очень сложный процесс аудита, поэтому немногие китайские компании добиваются снижения ставок демпинговой маржи.В настоящее время четыре китайских предприятия или объединенные группы компаний-производителей/экспортеров (включая наше собственное дочернее предприятие) получили сниженные демпинговые депозитные ставки в диапазоне от 0% (наши) до примерно 23%.
По сути, эти компании продемонстрировали, что они не избавляются от карандашей и не должны быть на общекитайском уровне за последний рассматриваемый период. Согласно правилам DOC общенациональная ставка устанавливается на основе наивысшей ставки, установленной для любой конкретной китайской компании, которая когда-либо запрашивала проверку со стороны DOC.Таким образом, первоначальная ставка около 53% была увеличена до текущего уровня 114,9% несколько лет назад.
Эти проверки проводятся ежегодно в течение всего года поставок по запросу первоначальных истцов, группы производителей США. Если DOC установит в ходе проверки, что ставка демпингового депозита должна быть ниже или выше для данного периода для данного китайского экспортера/производителя, то депонированные средства либо возвращаются импортеру, либо импортером выплачиваются дополнительные средства.
Таким образом, импортер берет на себя определенный риск, принимая решение об импорте от китайского поставщика, так как ставка может увеличиться, и впоследствии ему придется платить дополнительные пошлины. После изменения тарифа новый тариф вступает в силу для всех будущих отправлений. Поскольку обычно требуется около 18-22 месяцев, чтобы завершить процесс проверки и определить и очистить окончательные цифры, оставшиеся в депонированном «депонированном» фонде, эти риски, безусловно, возрастут для импортеров, если ставка в конечном итоге увеличится.
После изменения тарифа новый тариф вступает в силу для всех будущих отправлений. Поскольку обычно требуется около 18-22 месяцев, чтобы завершить процесс проверки и определить и очистить окончательные цифры, оставшиеся в депонированном «депонированном» фонде, эти риски, безусловно, возрастут для импортеров, если ставка в конечном итоге увеличится.
В соответствии с законом США, названным Поправкой Берда, окончательные суммы в очищенном фонде условного депонирования распределяются между первоначальными компаниями-заявителями в соответствующей отрасли. Относительные возвраты снова определяются по другой сложной формуле и расчету. По сути, карандашная промышленность США (и многие другие отрасли) получает возмещение за ущерб, причиненный в результате импорта по низким ценам, который, как считается, был продан по демпинговым ценам.
Таким образом, введение антидемпинговых пошлин стало чем-то вроде «растущей отрасли» здесь, в США.S., поскольку все больше отраслевых групп реагируют на вторжение на рынок США китайских и других иностранных конкурентов. Это спорное правило, которое ВТО сочла незаконным, но оно таит в себе очевидные противопехотные мины для любого политика в США, который предложит отменить поправку Берда.
Это спорное правило, которое ВТО сочла незаконным, но оно таит в себе очевидные противопехотные мины для любого политика в США, который предложит отменить поправку Берда.
Даже при таких высоких демпинговых депозитных ставках большинство недорогих потребительских карандашей, импортируемых из Китая, дешевле, чем товары, произведенные в США. Об этом свидетельствует тот факт, что импорт карандашей из Китая продолжал расти в течение последних 9 лет после введения антидемпинговых пошлин на карандаши.Конечно, на наш взгляд, вы получаете то, за что платите, и нет никаких сомнений в том, что среднее качество карандашей, потребляемых в США, за последнее десятилетие снизилось.
Ясно, что существует ряд факторов неэффективности рынка или ненадлежащих стимулов, созданных введением высоких антидемпинговых пошлин: ранее упомянутая политика поправки Берда; также некоторые китайские компании пытаются избежать демпинговых пошлин, практикуя перевалку через третью страну, на которую не распространяются пошлины, и/или намеренно неверно маркируя страну происхождения карандашей. И то, и другое является незаконной практикой в соответствии с правилами международной торговли, но ее может быть трудно обнаружить, и это требует от отечественных производителей бдительности в отношении того, что происходит на рынке, учитывая все проблемы, с которыми в наши дни сталкивается наш отдел таможни и национальной безопасности на других фронтах.
И то, и другое является незаконной практикой в соответствии с правилами международной торговли, но ее может быть трудно обнаружить, и это требует от отечественных производителей бдительности в отношении того, что происходит на рынке, учитывая все проблемы, с которыми в наши дни сталкивается наш отдел таможни и национальной безопасности на других фронтах.
В соответствии с правилами Министерства торговли общенациональная ставка устанавливается на основе наивысшей ставки, установленной для любой конкретной китайской компании, которая когда-либо запрашивала проверку в Министерстве торговли США. Таким образом, первоначальная ставка около 53% была увеличена до нынешних 114.9% уровень несколько лет назад. Эти проверки проводятся ежегодно в течение всего года поставок по запросу первоначальных истцов, группы производителей США. Если DOC установит в ходе проверки, что ставка демпингового депозита должна быть ниже или выше для данного периода для данного китайского экспортера/производителя, то депонированные средства либо возвращаются импортеру, либо импортером выплачиваются дополнительные средства.